كيف تحصل الشركة المصنعة لقالب الألمنيوم والنماذج الأولية السريعة على نماذج أولية عالية الجودة؟
صانع قوالب الألمنيوم والنماذج الأولية السريعة
The low melting point of للشركة المصنعة باستخدام قالب دائم. وبالمثل ، نستخدم هذا الفولاذ في صناعة أجزاء المسبك. في عملية الصب بالقالب ، يقوم مكبس الحقن بدفع الألومنيوم السائل إلى تجويف القالب.
في وقت لاحق ، يقوم بضغط الجزء أثناء التصلب. عادةً ما يصل المعدن السائل إلى سرعة هجوم تصل إلى 60 مترًا في الثانية. وبالمثل ، يمكن أن يصل الضغط المطبق إلى 800 بار أثناء التصلب.
تحافظ مكبس التشكيل على القالب مغلقًا بقوة إغلاق. لاحتواء الضغط الذي يمارس على الجزء ، فإنه يعتمد على حجم التجويف والضغط الذي يمارسه المكبس.
ما هي قدرة صب الالومنيوم ؟
أصغر المطابع لها سعة 1000 كيلو نيوتن والمكابس الأكبر 35000 كيلو نيوتن. وبالتالي فإن قوة الضغط مرتبطة مباشرة بالسطح المسقط للجزء المصبوب.
بشكل عام ، تنقسم عملية الصب بالقالب إلى 6 مراحل:
- نقل المعادن السائلة
- مرحلة نهج الحقن
- الحقن السريع
- تكثيف
- طرد وتشحيم القالب
Each phase is optimized to maximize the production rate. Moreover, it minimizes the number of rejected parts.
There are three variants of للشركة المصنعة process:
- Traditional die-casting
- Vacuum die casting including vacuum casting for structural applications
- Semi solid die-casting, much less common.
The main advantage of the process is the rapid rate. It makes it possible for aluminum die casting manufacturer & rapid prototyping to lower production costs. Moreover, it helps to approach mass markets such as the automobile.
Why rapid prototyping?
The rapid cooling provided by the metal mold produces a very fine metallurgical structure on the surface called a skin. It contributes to obtaining good mechanical properties.
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold.
What is the process of صب الالومنيوم & rapid prototyping؟
The process requires little labor. But it consumes a cost of immobilization and tools. For a large run of over 10,000 parts, the للشركة المصنعة offers the lowest production cost per part among foundry processes.
The main disadvantage of the traditional process is the presence of porosity in the center of the die-cast parts. It is due to the air trapped during injection. The presence of trapped air causes blistering when the room is heated.
These blisters are caused by the expansion of the gas trapped in the room. In addition, they do not allow standard heat treatments. It is for to obtain optimal mechanical properties. This phenomenon also limits the use of soldering.
Fortunately, the mechanical resistance is ensured by the skin of the molding. It means that للشركة المصنعة molds several castings by this method.
What is the role of alloys in aluminum casting?
It represents more than 50% of the aluminum castings produced. In traditional pressure casting, secondary alloys are often used with a high proportion of alloying element. It gives good mechanical resistance despite an elongation of less than 3%.
T5 type heat treatment is used to increase the mechanical strength of die-cast alloys. It happens without causing blistering of the parts. Secondary alloys are often used with a high proportion of alloying element.
It gives good mechanical resistance despite an elongation of less than 3%.
How does Aluminum die casting manufacturer & rapid prototyping get quality prototypes?
الشركة المصنعة لقوالب الصب الألومنيوم والنماذج الأولية السريعة obtains very good part quality by using a vacuum in the cavity. It prevents air trapping. Moreover, it controls the molding cycle in real time.
The high vacuum pressure process allows to obtain a maximum elongation at break. Moreover, it makes the heat treatment possible for the parts. These developments are motivated by the weight reduction of land vehicles.
Generally, vacuum die casting provides the ideal solution of a high speed casting process. Therefore, it is best for structural parts cast in aluminum. The development of this process is currently the most active in the field of للشركة المصنعة.
عناصر القالب وخلية الإنتاج
The die-casting process is divided into two principles.
- Hot chamber technology and
- Cold chamber technology.
The hot chamber process uses a piston. It places directly in the molten metal bath to feed the mold. Similarly, the cold chamber process uses a “cold” container. We transfer the liquid metal in it by ladle.
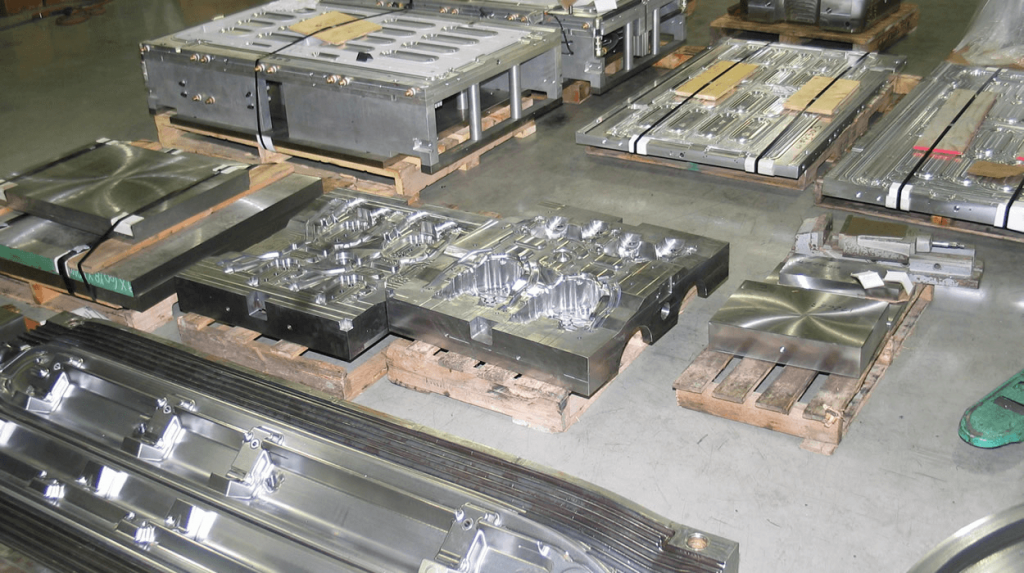
Description of die casting mold
In most cases, the pressure mold is made up of two ferrous alloy metal shells. Depending on the number of pieces provided, the materials used for the manufacture of the shells are:
- H13 type tool steel
- Type 4140 alloy steel
- P20 tool steel for the support parts
الشركة المصنعة لقوالب الصب الألومنيوم والنماذج الأولية السريعة makes the ejection rods with a harder material. Moreover, in some cases they get surface treatment. It limits sticking of the aluminum.
What is aluminum die casting mold?
The mold is composed of a fixed part on the side of the liquid metal supply. Similarly, it has a movable part on the other. The fixed part contains the metal entry hole and part of the coin cavity.
It can also have cores to mold cavities in the part. The mobile part contains the ejection rods used for remolding. It is for the cores and the part impression. The molds are equipped with oil or water cooling channels. It also serves to preheat the mold initially in the case of hot oil.
How does aluminum die casting manufacturer & rapid prototyping reduce prototyping cost?
To reduce tooling costs, the cavity often consists of a main insert placed in a larger, permanent frame that can produce more than one type of part. The inserts or molds typically belong to the customer.
The process is well suited for thin walls down to 1.5mm. It is preferable to use uniform sections which solidify simultaneously. There are no weights. Moreover, the attacks on the parts are small to facilitate cutting on debarring presses after casting.
يستخدم تصميم الأجزاء الضلع على نطاق واسع. هو زيادة الصلابة والقوة الميكانيكية. بعد ذلك ، يساعد أيضًا في ملء التجويف بسرعة قبل أن تصلب السبيكة.
يتم التحكم في اضطراب المعدن في التجويف بالعوامل التالية:
- سرعة حقن المعادن
- الحجم والموقع
- شكل التجويف و
- استخدام غسل الكعب
تستخدم الشركة المصنعة لقوالب الألمنيوم والنماذج الأولية السريعة لموازنة حركة المعدن. علاوة على ذلك ، يستخدمونها لالتقاط الشوائب المتكونة أثناء التعبئة. في حالة الفراغ ، تعتبر معلمات تطبيق الفراغ مهمة أيضًا للتعبئة.

وحدة الحقن عبارة عن نظام هيدروليكي معقد. يتكون من الأجزاء التالية:
- تراكم الحقن
- اسطوانة حقن
- المضاعف
- اسطوانة مضاعفة و
- اسطوانة تحديد المواقع
كيف تتحكم في سرعة صب الألمنيوم؟
هذه المكونات تجعل من الممكن تعديل سرعة مكبس الحقن في 3 مراحل. بفضل للشركة المصنعة أثناء التعبئة. ويشمل أيضًا ضغط المعادن باستخدام المركب المضاعف
تسمح الأنظمة الحديثة بالتحكم الدقيق في منحنى السرعة. علاوة على ذلك ، فإنه يحمل أيضًا انتقالًا تدريجيًا بين النهج وسرعة الملء.
تتكون وحدة الإغلاق من لوحة متحركة. يحتوي على نظام الإخراج. بالإضافة إلى ذلك ، فهي تحمل لوحة ثابتة. هنا يتم تحديد موقع الاقتران بوحدة الحقن.
يتم استخدام نظام إغلاق يتكون من أذرع تبديل لتطبيق قوة الإغلاق على ألواح الماكينة. يجب أن تكون قوة الإغلاق هذه أكبر من القوة التي يمارسها المعدن.
The force exerted by the metal is calculated according to the following formula:
F = P int * A
- F is the force exerted by the metal
- P int is the intensifying pressure and
- A is the projected area of the part
Typically, it is recommended to have a closing force. It should be at least 20% greater than the opening force exerted by the metal. الشركة المصنعة لقوالب الصب الألومنيوم والنماذج الأولية السريعة makes the press with a solid frame.
Moreover, he ensures alignment of the movable and fixed platens by four rigid columns. These columns are placed in tension under the effect of the closing system. They must carry well balance to promote uniform application of the closing force.
The press is equipped with peripheral connections. These connections consist of:
- أنظمة القالب
- اسطوانة ومكبس الحقن
- جرعات المعادن السائلة
- تزييت القالب التلقائي
- مشروع الهواء ، وحدة تحكم منطق قابلة للبرمجة
- تشغيل واجهات وعناصر الأمن
كيف تصنيع قوالب الألمنيوم المصبوبة ودورة حقن التحكم في النماذج الأولية السريعة؟
يمكن أن تحتوي الصحافة أيضًا على نظام للحصول على البيانات. علاوة على ذلك ، فإن للشركة المصنعة تستخدمه للتحكم في دورة الحقن في الوقت الفعلي. تقوم مستشعرات الاستجابة السريعة بقياس ضغط وموضع مكبس الحقن.
يحدث ذلك بشكل شبه فوري مع ردود الفعل للحفاظ على المعلمات ضمن نطاقات محددة مسبقًا. يمكن تسجيل المعلومات لمراقبة الجودة الإحصائية.
ما هو دور مواد التشحيم في القولبة؟
The lubricant is used to facilitate demolding and to cool the mold. However, this practice tends to be minimized. Because of the greater availability of simulation software. We use lubricant and optimizing cycle time.
The lubricant applied to the mold between injections is 100% liquid. It does not contain any ceramic suspension. Similarly, it does not affect dimensional tolerances. It is applied manually or, more often, automatically.
The thermo regulation system consists of a mold heater. It has heat transfer fluid. Subsequently, it also serves to cool the mold. This can also be connected to a sophisticated temperature acquisition system.
The cell can contain a water pan to quench the parts. The production cell can be fully robotized from loading the holding furnace
تستخدم الشركة المصنعة لقوالب الألمنيوم والنماذج الأولية السريعةtooling design
و للشركة المصنعة هو المسؤول عن تصميم القالب. يتضمن الميزات التالية:
- تصميم قلب الأدراج للتجاويف المعقدة
- زوايا المسودة المضافة
- تصميم نظام التغذية
- تصميم نظام الطرد
يتم استخدام نمذجة الحشو والتصلب على نطاق واسع لتصميم قوالب الصب. بعد ذلك ، يرجع ذلك إلى ارتفاع تكاليف تعديل الأدوات.
تصميم جزء مناسب للمسبك من البداية يزيد من درجة النجاح. يمكنك القيام بذلك عن طريق وضع جزء في الإنتاج عن طريق الصب.
بشكل عام ، يجب عليك:
- استخدم أقسام رقيقة موحدة
- تجنب الكتل المعدنية المعزولة بعيدًا عن قنوات الإمداد
- استخدام نصف القطر والحد من الزوايا الحادة
- استخدم الأضلاع بدلاً من الجدران الصلبة
- تأخذ في الاعتبار محور إزالة القوالب و
- الخسارة المصاحبة لدرجة الحرية في التصميم
ضع في الاعتبار التفاوتات المرتبطة أعلى وأسفل القالب والتي لم يتم تشكيلها معًا
توقع أن يكون للجبيرة زوايا سحب وأن يتم تمييزها بواسطة قضبان الطرد.
مزايا وقدرات الصب بالقالب
الشركة المصنعة لقوالب الصب الألومنيوم والنماذج الأولية السريعة أفضل تفاوتات في الأبعاد بين عمليات الصب. يمكن صب التفاصيل الدقيقة والتجاويف الصغيرة بالإضافة إلى حروف تحديد دقيقة.
يتميز صب القوالب بإمكانية تشكيل الأجزاء. علاوة على ذلك ، لها جدران رقيقة تصل إلى 1.5 مم ، محاطة بأضلاع مقواة. تشطيب السطح ممتاز. علاوة على ذلك ، يمكن الحصول بسهولة على 60 ميكرو بوصة RMS. لكن قيمة 90 ميكرو بوصة RMS أكثر تحفظًا.
Generally, it is possible to make structural parts. Thanks to the fine structure due to rapid cooling. It helps the use of vacuum and primary alloys with low iron content.
It is also possible to install inserts in the mold. Therefore, للشركة المصنعة perform over molding. Steel is its obvious example.
The process has certain ecological advantages. Such as:
- The elimination of sand molds
- the possibility of using recycled alloys and
- the minimum of finishing after molding
The very high pressure of the metal excludes the use of sand cores. If a metal core is used in another axis, this one must resist the thrust of the metal. Therefore be assisted by a more powerful hydraulic system.
الشركة المصنعة لقوالب الصب الألومنيوم والنماذج الأولية السريعة لذلك تحاول تجنب استخدام النوى. خلاف ذلك ، نستخدم نواة يتم إخراجها مع الجزء وإزالتها بعد الصب.
لاحظ استخدام قلب الملح في التجاويف المعقدة. وبالمثل ، يتم إزالته بعد ذلك عن طريق التنظيف بالماء.


