Каким образом производитель литья алюминия под давлением и быстрое создание прототипов получают качественные прототипы?
Производитель литья алюминия под давлением и быстрое прототипирование
Низкая температура плавления алюминиевых отливок под давлением и быстрое позволяет использовать постоянную форму. Точно так же мы используем эту сталь для изготовления литейных деталей. При литье под давлением инжекционный поршень выталкивает жидкий алюминий в полость формы.
Позже он сжимает деталь при застывании. Обычно жидкий металл достигает скорости атаки до 60 метров в секунду. Аналогичным образом, приложенное давление может достигать 800 бар во время затвердевания.
Формовочный пресс удерживает форму закрытой за счет усилия закрытия. Он предназначен для сдерживания давления, оказываемого на деталь, это зависит от размера полости и давления, прикладываемого поршнем.
Какова мощность литья алюминия под давлением ?
Самые маленькие прессы имеют усилие 1000 кН, а большие - 35000 кН. Таким образом, сила пресса напрямую связана с выступающей поверхностью отформованной детали.
Обычно процесс литья под давлением делится на 6 этапов:
- перенос жидкого металла
- фаза закачки
- быстрое введение
- Усиление
- выталкивание и смазка пресс-формы
Каждая фаза оптимизирована для максимального увеличения производительности. Более того, это сводит к минимуму количество бракованных деталей.
Существует три варианта алюминиевых отливок под давлением и быстрое:
- Традиционное литье под давлением
- Вакуумное литье под давлением, включая вакуумное литье для строительных конструкций
- Полутвердое литье под давлением, встречается гораздо реже.
Главное преимущество процесса - высокая скорость. Это позволяет производителям литья алюминия под давлением и быстрому прототипированию снизить производственные затраты. Более того, это помогает приблизиться к массовым рынкам, таким как автомобили.
Почему быстрое прототипирование?
Благодаря быстрому охлаждению металлической формы образуется очень тонкая металлургическая структура на поверхности, называемая коркой. Это способствует получению хороших механических свойств.
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold.
What is the process of литья алюминия под давлением & rapid prototyping ?
The process requires little labor. But it consumes a cost of immobilization and tools. For a large run of over 10,000 parts, the алюминиевых отливок под давлением и быстрое offers the lowest production cost per part among foundry processes.
The main disadvantage of the traditional process is the presence of porosity in the center of the die-cast parts. It is due to the air trapped during injection. The presence of trapped air causes blistering when the room is heated.
These blisters are caused by the expansion of the gas trapped in the room. In addition, they do not allow standard heat treatments. It is for to obtain optimal mechanical properties. This phenomenon also limits the use of soldering.
Fortunately, the mechanical resistance is ensured by the skin of the molding. It means that алюминиевых отливок под давлением и быстрое molds several castings by this method.
What is the role of alloys in aluminum casting?
It represents more than 50% of the aluminum castings produced. In traditional pressure casting, secondary alloys are often used with a high proportion of alloying element. It gives good mechanical resistance despite an elongation of less than 3%.
T5 type heat treatment is used to increase the mechanical strength of die-cast alloys. It happens without causing blistering of the parts. Secondary alloys are often used with a high proportion of alloying element.
It gives good mechanical resistance despite an elongation of less than 3%.
How does Aluminum die casting manufacturer & rapid prototyping get quality prototypes?
Производитель литья под давлением из алюминия и быстрое прототипирование obtains very good part quality by using a vacuum in the cavity. It prevents air trapping. Moreover, it controls the molding cycle in real time.
The high vacuum pressure process allows to obtain a maximum elongation at break. Moreover, it makes the heat treatment possible for the parts. These developments are motivated by the weight reduction of land vehicles.
Как правило, вакуумное литье под давлением является идеальным решением для высокоскоростного процесса литья. Поэтому он лучше всего подходит для конструкционных деталей, отлитых из алюминия. Разработка этого процесса в настоящее время наиболее активна в области алюминиевых отливок под давлением и быстрое.
Элементы пресс-формы и производственной ячейки
Процесс литья под давлением делится на два принципа.
- Технология горячей камеры и
- Технология холодной камеры.
В процессе горячей камеры используется поршень. Он помещается непосредственно в ванну расплавленного металла для загрузки формы. Точно так же в процессе холодной камеры используется «холодный» контейнер. Переливаем в него жидкий металл ковшом.
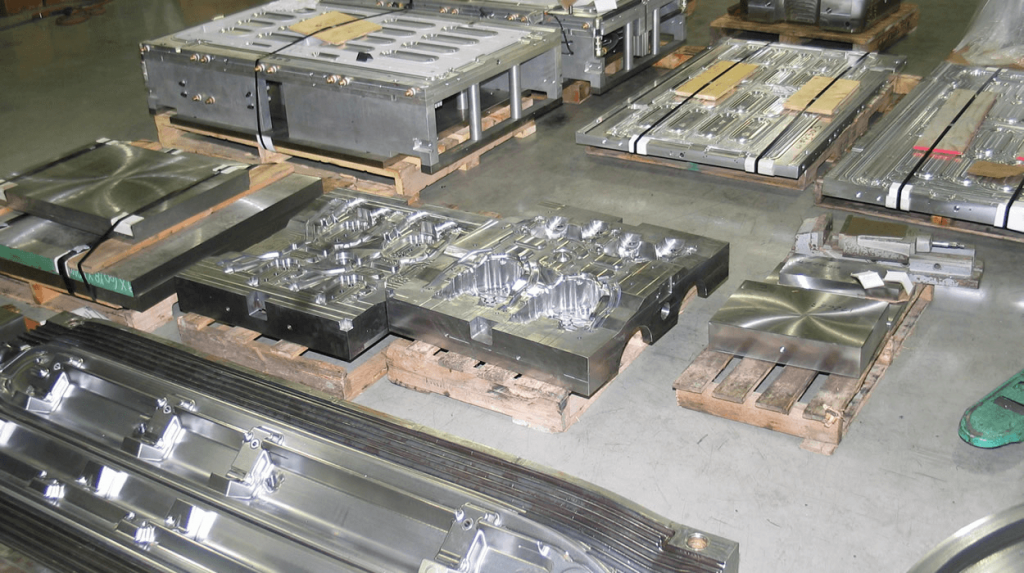
Описание формы для литья под давлением
In most cases, the pressure mold is made up of two ferrous alloy metal shells. Depending on the number of pieces provided, the materials used for the manufacture of the shells are:
- H13 type tool steel
- Type 4140 alloy steel
- P20 tool steel for the support parts
Производитель литья под давлением из алюминия и быстрое прототипирование makes the ejection rods with a harder material. Moreover, in some cases they get surface treatment. It limits sticking of the aluminum.
What is aluminum die casting mold?
The mold is composed of a fixed part on the side of the liquid metal supply. Similarly, it has a movable part on the other. The fixed part contains the metal entry hole and part of the coin cavity.
It can also have cores to mold cavities in the part. The mobile part contains the ejection rods used for remolding. It is for the cores and the part impression. The molds are equipped with oil or water cooling channels. It also serves to preheat the mold initially in the case of hot oil.
How does aluminum die casting manufacturer & rapid prototyping reduce prototyping cost?
To reduce tooling costs, the cavity often consists of a main insert placed in a larger, permanent frame that can produce more than one type of part. The inserts or molds typically belong to the customer.
The process is well suited for thin walls down to 1.5mm. It is preferable to use uniform sections which solidify simultaneously. There are no weights. Moreover, the attacks on the parts are small to facilitate cutting on debarring presses after casting.
The design of the parts makes extensive use of the ribs. It is to increase rigidity and mechanical strength. Subsequently, it also helps fill the cavity quickly before the alloy solidifies.
The turbulence of the metal in the cavity is controlled by the following factors:
- speed of metal injection
- the size and positioning
- the shape of the cavity and
- Use of wash heels
Производитель литья алюминия под давлением и use it to balance the movement of the metal. Moreover, they use it to capture the inclusions formed during filling. In the case of vacuum, the vacuum application parameters are also important for filling.

The injection unit is a complex hydraulic system. It consists of following parts:
- an injection accumulator
- an injection cylinder
- multiplier accumulator
- a multiplier cylinder and
- a cylinder positioning cylinder
How to control aluminum die casting speed?
These components make it possible to modulate the speed of the injection piston in 3 phases. Thanks to the алюминиевых отливок под давлением и быстрое during filling. It also includes metal compaction using the multiplier accumulator.
Modern systems allow precise control of the speed curve. Moreover, it also carries a gradual transition between approach and filling speed.
The closure unit is composed of a movable plate. It contains the ejection system. In addition, it carries a fixed plate. Here the coupling with the injection unit locates.
A closing system consisting of toggle levers is used to apply the closing force to the machine plates. This closing force must be greater than the force exerted by the metal.
The force exerted by the metal is calculated according to the following formula:
F = P int * A
- F is the force exerted by the metal
- P int is the intensifying pressure and
- A is the projected area of the part
Typically, it is recommended to have a closing force. It should be at least 20% greater than the opening force exerted by the metal. Производитель литья под давлением из алюминия и быстрое прототипирование makes the press with a solid frame.
Moreover, he ensures alignment of the movable and fixed platens by four rigid columns. These columns are placed in tension under the effect of the closing system. They must carry well balance to promote uniform application of the closing force.
The press is equipped with peripheral connections. These connections consist of:
- системы пресс-формы
- цилиндр и поршень впрыска
- дозирование жидкого металла
- автоматическая смазка пресс-формы
- тяга воздуха, программируемый логический контроллер
- элементы управления и безопасности интерфейсов
Как производитель литья алюминия под давлением и быстрое прототипирование контролируют цикл впрыска?
Пресс также может содержать систему для сбора данных. Более того, алюминиевых отливок под давлением и быстрое используют его для управления циклом впрыска в режиме реального времени. Датчики быстрого отклика измеряют давление и положение поршня впрыска.
Это происходит почти мгновенно с обратной связью, чтобы поддерживать параметры в заранее установленных диапазонах. Информация может быть записана для статистического контроля качества.
Какова роль смазки в формовании?
The lubricant is used to facilitate demolding and to cool the mold. However, this practice tends to be minimized. Because of the greater availability of simulation software. We use lubricant and optimizing cycle time.
The lubricant applied to the mold between injections is 100% liquid. It does not contain any ceramic suspension. Similarly, it does not affect dimensional tolerances. It is applied manually or, more often, automatically.
The thermo regulation system consists of a mold heater. It has heat transfer fluid. Subsequently, it also serves to cool the mold. This can also be connected to a sophisticated temperature acquisition system.
The cell can contain a water pan to quench the parts. The production cell can be fully robotized from loading the holding furnace
Производитель литья алюминия под давлением и tooling design
В алюминиевых отливок под давлением и быстрое отвечает за дизайн формы. Он включает в себя следующие функции:
- Дизайн стержней ящиков для сложных полостей
- Добавлены углы уклона
- Конструкция системы подачи
- Конструкция системы выброса
Моделирование заполнения и затвердевания широко используется при проектировании литейных форм. Впоследствии это связано с высокими затратами на модификацию инструментов.
Конструкция детали, подходящая для литейного производства с самого начала, увеличивает степень успеха. Сделать это можно, запустив деталь в производство методом литья под давлением.
В общем, вам следует:
- Используйте однородные тонкие срезы
- Избегайте попадания изолированных металлических масс вдали от каналов подачи.
- Используйте радиусы и ограничивайте острые углы
- Use ribs instead of solid walls
- Take into account the demoulding axis and
- the associated loss of design degree of freedom
Take into account associated tolerances above and below the mold that are not molded together
Expect the cast to have draft angles and be marked by the ejection rods.
Advantages and Capabilities of Die Casting
Производитель литья под давлением из алюминия и быстрое прототипирование offers the best dimensional tolerances among the casting processes. Fine details and small cavities can be cast as well as fine identification lettering.
Die-casting is characterized by the possibility of molding parts. Furthermore, it has thin walls up to 1.5 mm, surrounded by reinforcing ribs. The surface finish is excellent. Moreover, 60 micro inches RMS is easily obtained. But a value of 90 micro inches RMS is more conservative.
Generally, it is possible to make structural parts. Thanks to the fine structure due to rapid cooling. It helps the use of vacuum and primary alloys with low iron content.
It is also possible to install inserts in the mold. Therefore, алюминиевых отливок под давлением и быстрое perform over molding. Steel is its obvious example.
The process has certain ecological advantages. Such as:
- The elimination of sand molds
- the possibility of using recycled alloys and
- the minimum of finishing after molding
The very high pressure of the metal excludes the use of sand cores. If a metal core is used in another axis, this one must resist the thrust of the metal. Therefore be assisted by a more powerful hydraulic system.
Производитель литья под давлением из алюминия и быстрое прототипирование стараются избегать использования стержней. В противном случае мы используем стержень, который выталкивается вместе с деталью и удаляется после литья.
Обратите внимание на использование соляного ядра для сложных полостей. Точно так же он удаляется промыванием водой.


