6 ประเภทผู้ผลิตอลูมิเนียมหล่อรายใหญ่ (ก.ย. 2020)
คำแนะนำทีละขั้นตอนเพื่อทำความเข้าใจกระบวนการหล่อตาย: อลูมิเนียมหล่อ
ผู้ผลิตอลูมิเนียมหล่อ Introduction
จุดหลอมเหลวต่ำของผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม อนุญาตให้ใช้แม่พิมพ์ถาวรที่ทำจากเหล็กเพื่อทำชิ้นส่วนโรงหล่อ
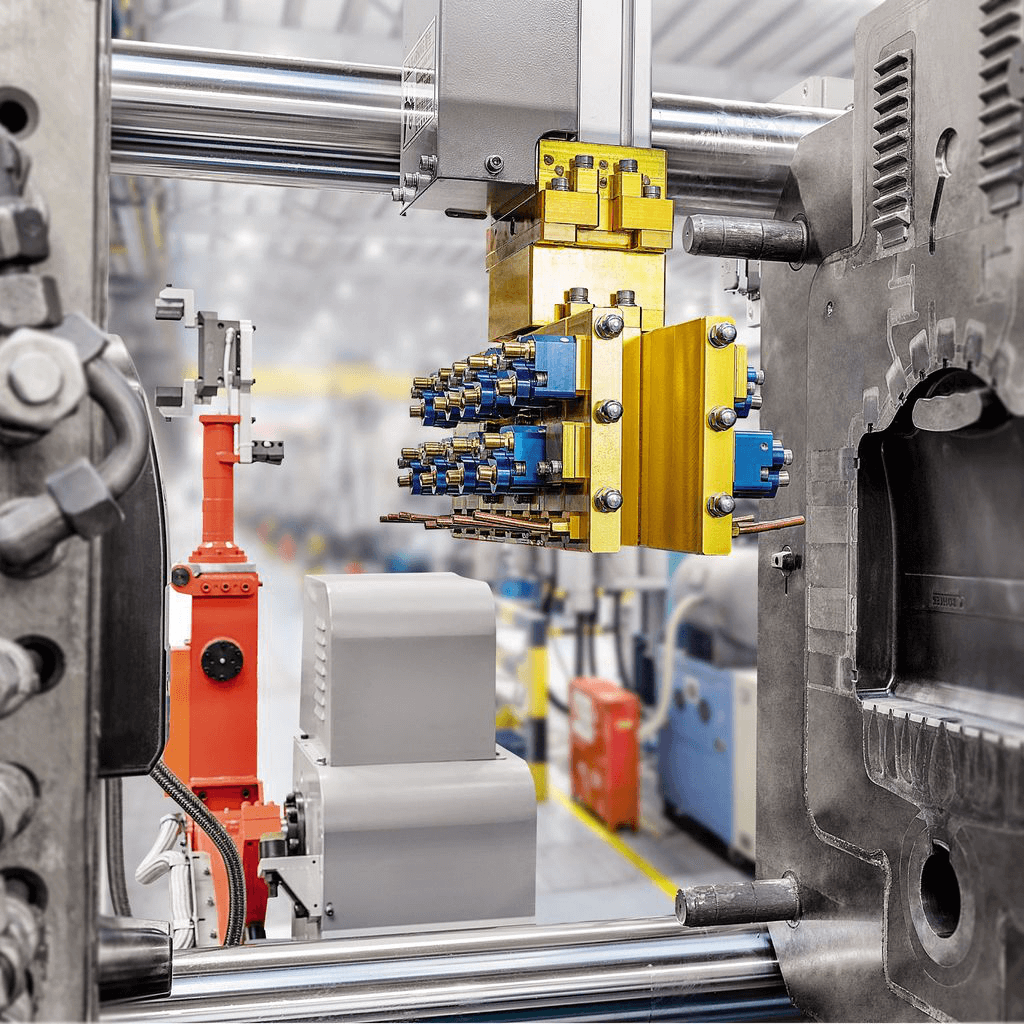
ในการหล่อขึ้นรูปลูกสูบฉีดจะดันอลูมิเนียมเหลวเข้าไปในโพรงแม่พิมพ์แล้วบีบอัดชิ้นส่วนระหว่างการแข็งตัว โดยปกติโลหะเหลวจะมีความเร็วในการโจมตีสูงถึง 60 เมตรต่อวินาที และความดันที่ใช้สามารถสูงถึง 800 บาร์ในระหว่างการแข็งตัว
เพื่อให้มีแรงกดที่กระทำต่อชิ้นส่วนเครื่องกดแม่พิมพ์จะปิดแม่พิมพ์ด้วยแรงปิด ขึ้นอยู่กับขนาดของการเยื้องและความดันที่ใช้กับลูกสูบ เครื่องอัดขนาดเล็กที่สุดมีความจุ 1,000 kN และขนาดใหญ่ 35000 kN (3500 T) แรงกดจึงสัมพันธ์โดยตรงกับพื้นผิวที่ฉายของชิ้นส่วนที่ขึ้นรูป
The ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม ขั้นตอนการแบ่งออกเป็น 6 ขั้นตอนคือ
- การถ่ายเทโลหะเหลว
- ระยะวิธีการฉีด
- ฉีดอย่างรวดเร็ว
- ทวีความรุนแรงขึ้น
- การขับออกและ
- การหล่อลื่นแม่พิมพ์
Each phase is optimized to maximize the production rate and minimize the number of rejected parts.
There are three variants of ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม:
- ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม
- การหล่อแบบสูญญากาศรวมถึงการหล่อแบบสุญญากาศสำหรับงานโครงสร้าง
- การหล่อแบบกึ่งแข็งพบได้น้อยกว่ามาก
Biggest advantage of aluminum die casting
The main advantage of the ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม process is the rapid rate. It makes it possible to lower production costs and to approach mass markets such as the automobile.
การระบายความร้อนอย่างรวดเร็วจากแม่พิมพ์โลหะทำให้เกิดโครงสร้างทางโลหะที่ละเอียดมากบนพื้นผิวที่เรียกว่าผิวหนัง มีส่วนช่วยในการได้รับคุณสมบัติเชิงกลที่ดี
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold as for the parts. The process requires little labor, but a cost of immobilization and tools Student. For a large run of over 10,000 parts, the ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม process offers the lowest production cost per part among foundry processes.
How does aluminum die casting manufacturer work?
Very good part quality is obtained by using a vacuum in the cavity to reduce the presence of trapped air, and by controlling the molding cycle in real time. The high vacuum pressure process (<50 mbar) combined with the development of primary alloys (of first fusion) with a low iron content.
It allows to obtain a maximum elongation at break and makes the heat treatment possible for the parts dedicated to structural applications. These developments are motivated by the weight reduction of land vehicles.
And vacuum die casting provides the ideal solution of a high-speed casting process for structural parts cast in aluminum. The development of this process and of dedicated alloys is currently the most active in the field of foundry.
Elements of a mold and production cell
The ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม process is divided into two principles of supplying the liquid metal:
- hot room technology and
- cold room technology.
The hot chamber process uses a piston directly in the bath of molten metal to feed the mold. Similarly, the cold chamber process uses a “cold” container. In this, the liquid metal is transferred by ladle or by a dosing robot. required to fill the room. Since steel is dissolved by aluminum, the production of die-cast aluminum parts is only done in a cold room.
2.1 Description of aluminum die casting manufacturer
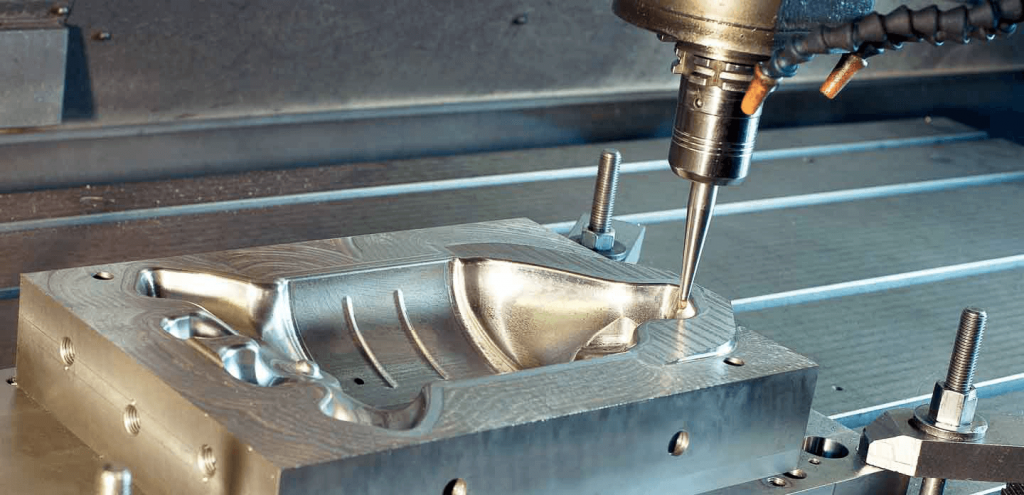
In most cases, the pressure mold consists of two metallic shells made of a ferrous alloy. Depending on the number of pieces provided, the materials used for the manufacture of the shells are:
- H13 type tool steel for indentations
- Type 4140 alloy steel or P20 tool steel for the support parts
Ejector rods are always made with a harder material. And in some cases, they are surface treated to limit sticking of the aluminum.
The ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม ประกอบด้วยแม่พิมพ์ที่มีส่วนหนึ่งคงที่ในด้านของการจัดหาโลหะเหลวและเป็นส่วนหนึ่งที่สามารถเคลื่อนย้ายในที่อื่น ๆ ชิ้นส่วนคงที่ประกอบด้วยรูเข้าโลหะและส่วนหนึ่งของช่องเหรียญ
นอกจากนี้ยังสามารถมีแกน (คงที่หรือลิ้นชัก) เพื่อปั้นโพรงในชิ้นส่วน ชิ้นส่วนเคลื่อนที่มีแท่งดีดออกที่ใช้สำหรับการถอดชิ้นส่วนนอกเหนือจากแกนและการแสดงผลชิ้นส่วน แม่พิมพ์มีช่องน้ำมัน (อุ่น) หรือน้ำหล่อเย็น พวกเขายังทำหน้าที่ในการอุ่นแม่พิมพ์ในตอนแรกในกรณีที่น้ำมันร้อน
จะลดต้นทุนการผลิตแม่พิมพ์ได้อย่างไร?
To reduce tooling costs of ผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม, the cavity often consists of a main insert placed in a larger. It is a kind of permanent frame that can produce more than one type of part. The inserts or molds typically belong to the customer.
The process is well suited for thin walls down to 1.5mm. It is preferable to use uniform sections which solidify simultaneously.
There are no weights and the attacks on the parts are small to facilitate cutting on deburring presses after casting. The design of the parts makes extensive use of the ribs to increase rigidity and mechanical strength.
It also helps fill the cavity quickly before the alloy solidifies and to vent gases. The turbulence of the metal in the cavity is controlled by:
- the speed of metal injection
- ขนาดและตำแหน่งของช่องฟีดและการโจมตี
- รูปร่างของโพรง (ส่วนใหญ่เป็นซี่โครง)
- และการใช้ส้นเท้าล้าง
สิ่งเหล่านี้ใช้เพื่อปรับสมดุลการเคลื่อนไหวของโลหะและจับการรวมตัวที่เกิดขึ้นระหว่างการเติม ในกรณีของสูญญากาศพารามิเตอร์การใช้งานสูญญากาศก็มีความสำคัญสำหรับการบรรจุเช่นกัน
การออกแบบแม่พิมพ์หล่อแม่พิมพ์
ผู้ผลิตอลูมิเนียมหล่อ เป็นผู้รับผิดชอบในการออกแบบแม่พิมพ์ซึ่งมีคุณสมบัติดังต่อไปนี้:
- เพิ่มการหดตัวของโรงหล่อเนื่องจากสัญญาอลูมิเนียมเหลวเมื่อแข็งตัวและอยู่ในสถานะของแข็ง ดังนั้นการหดตัวของของเหลวก่อนการแข็งตัวมักจะถูกชดเชยด้วยความดันที่ทวีความรุนแรงขึ้น
- เพิ่มมุมร่างที่ช่วยให้สามารถดึงชิ้นส่วนออกได้
- การออกแบบระบบฟีดที่คำนวณเพื่อเติมเต็มรอยเท้าด้วยความปั่นป่วนขั้นต่ำก่อนเริ่มการแข็งตัว
- การออกแบบระบบดีดออก
- การออกแบบแกนลิ้นชักสำหรับโพรงที่ซับซ้อน
การสร้างแบบจำลองของการบรรจุและการแข็งตัวใช้กันอย่างแพร่หลายสำหรับการออกแบบแม่พิมพ์หล่อเนื่องจากมีค่าใช้จ่ายสูงในการปรับเปลี่ยนเครื่องมือ
ตลาดผู้ผลิตอลูมิเนียมหล่อ
โดยสรุปผู้ผลิตแม่พิมพ์หล่ออลูมิเนียม process offers the following characteristics:
- ราคาขั้นต่ำสำหรับชุดใหญ่
- ความคลาดเคลื่อนของมิติที่ยอดเยี่ยมและการเคลือบผิว
- ต้องใช้เครื่องจักรขั้นต่ำหลังจากการขึ้นรูป
- ชิ้นส่วนที่มีอิสระในการออกแบบที่ จำกัด ใน 2 แกน
- สามารถเลือกโลหะผสมได้หลากหลาย
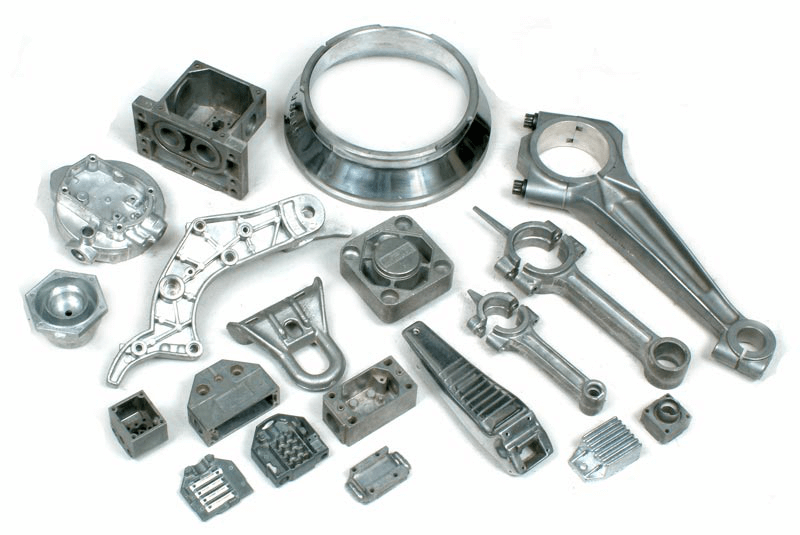
ตลาดการหล่อแบบดั้งเดิมจะเน้นไปที่ชิ้นส่วนการผลิต อุตสาหกรรมฮาร์ดแวร์ขนาดเล็กตัวยึดตัวเรือนชิ้นส่วนรถยนต์เป็นผู้สมัครรายใหญ่


