6 основних типів виробників лиття під тиском алюмінію (вересень 2020 р.)
Покрокове керівництво для розуміння процесу лиття під тиском: Литий алюміній під тиском
Виробник лиття під тиском алюмінію Вступ
Низька температура плавлення виробника лиття під тиском алюмінію дозволяє використовувати сталеву форму, виготовлену зі сталі, для виготовлення ливарних деталей.
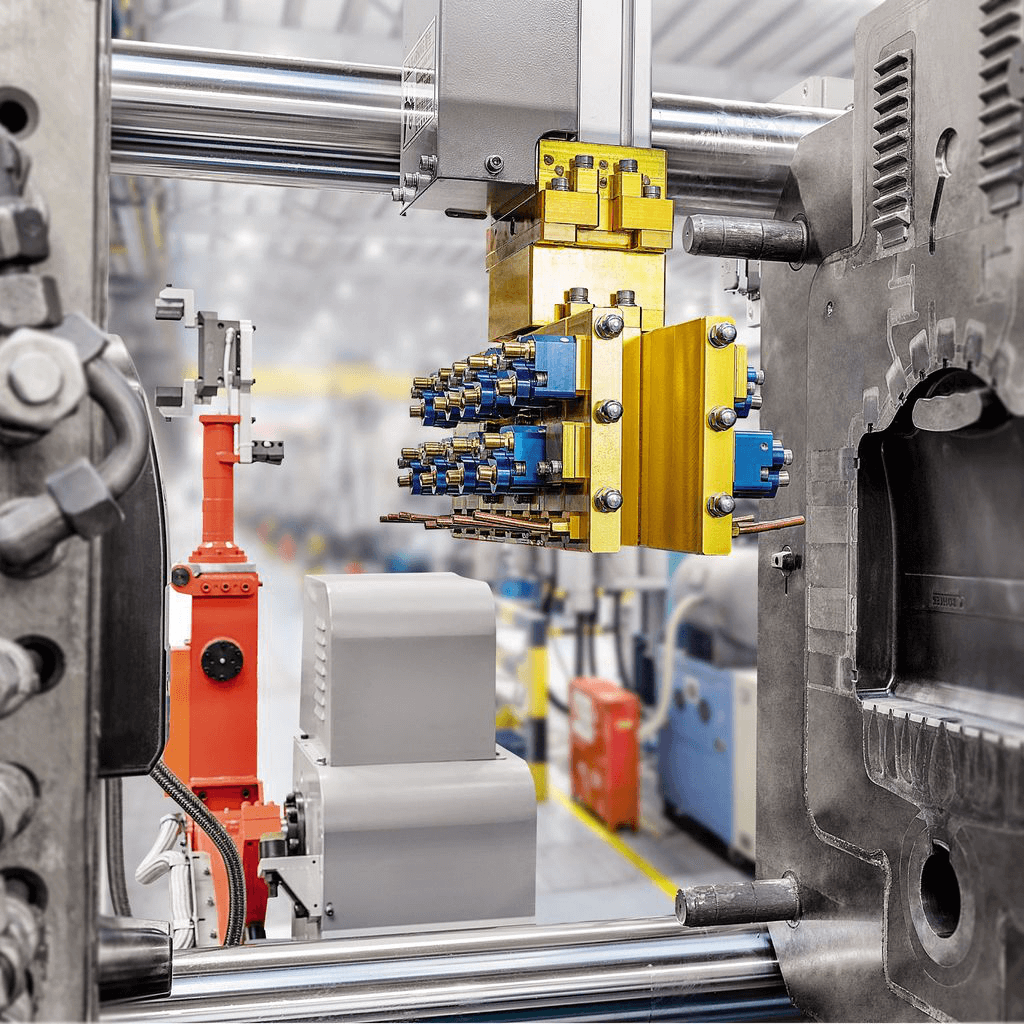
При литті під тиском поршень для впорскування виштовхує рідкий алюміній у порожнину форми, а потім стискає деталь під час затвердіння. Як правило, рідкий метал досягає швидкості атаки до 60 метрів на секунду. А тиск, що застосовується, може досягати до 800 бар під час затвердіння.
To contain the pressure exerted on the part, the mold press keeps the mold closed by a closing force. It depends on the size of the indentation and the pressure applied by the piston. The smallest presses have a capacity of 1000 kN and the larger ones 35000 kN (3500 T). The force of the press is therefore directly related to the projected surface of the molded part.
Виробник виробника лиття під тиском алюмінію process is divided into 6 phases:
- liquid metal transfer
- injection approach phase
- rapid injection
- intensification
- ejection and
- mold lubrication.
Each phase is optimized to maximize the production rate and minimize the number of rejected parts.
There are three variants of виробника лиття під тиском алюмінію process:
- виробника лиття під тиском алюмінію
- Vacuum die casting including vacuum casting for structural applications
- Semi solid die-casting, much less common.
Biggest advantage of aluminum die casting
The main advantage of the виробника лиття під тиском алюмінію process is the rapid rate. It makes it possible to lower production costs and to approach mass markets such as the automobile.
The rapid cooling provided by the metal mold produces a very fine metallurgical structure on the surface called a skin. It contributes to obtaining good mechanical properties.
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold as for the parts. The process requires little labor, but a cost of immobilization and tools Student. For a large run of over 10,000 parts, the виробника лиття під тиском алюмінію process offers the lowest production cost per part among foundry processes.
How does aluminum die casting manufacturer work?
Very good part quality is obtained by using a vacuum in the cavity to reduce the presence of trapped air, and by controlling the molding cycle in real time. The high vacuum pressure process (<50 mbar) combined with the development of primary alloys (of first fusion) with a low iron content.
Це дозволяє отримати максимальне подовження при розриві та робить можливим термічну обробку деталей, призначених для конструкційних застосувань. Ці події мотивовані зменшенням ваги наземних транспортних засобів.
А вакуумне лиття під тиском забезпечує ідеальне рішення швидкісного процесу лиття конструкційних деталей, відлитих з алюмінію. В даний час розвиток цього процесу та спеціальних сплавів є найбільш активним у галузі ливарного виробництва.
Елементи прес-форми та виробнича комірка
Виробник виробника лиття під тиском алюмінію поділяється на два принципи подачі рідкого металу:
- технологія гарячих кімнат і
- технологія холодної кімнати.
У процесі гарячої камери для подачі форми використовується поршень безпосередньо у ванні з розплавленим металом. Подібним чином, у процесі холодної камери використовується "холодний" контейнер. При цьому рідкий метал передається за допомогою ковша або дозуючого робота. необхідний для заповнення кімнати. Оскільки сталь розчиняється алюмінієм, виробництво литих алюмінієвих деталей проводиться лише в холодному приміщенні.
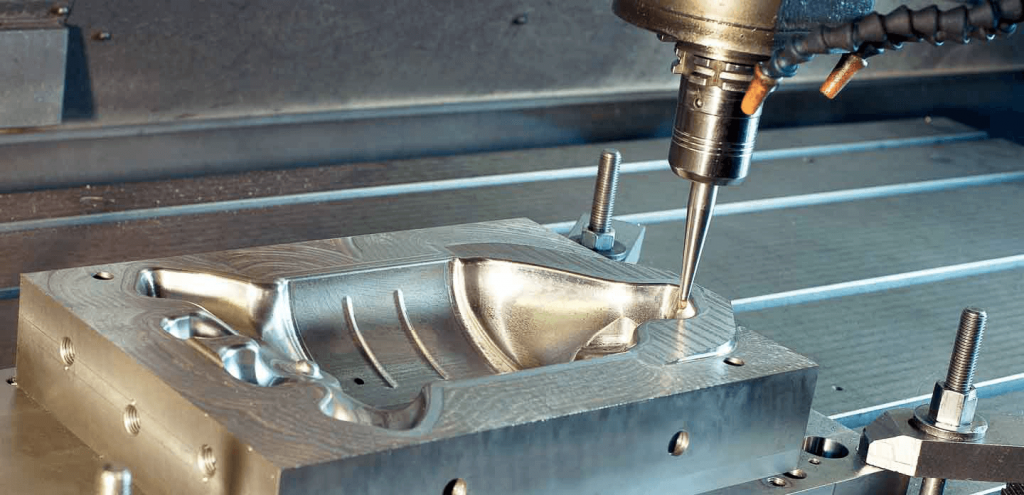
2.1 Опис виробника лиття під тиском алюмінію
У більшості випадків прес-форма складається з двох металевих оболонок, виготовлених із чорного сплаву. Залежно від кількості наданих деталей, для виготовлення раковин використовуються матеріали:
- Інструментальна сталь типу Н13 для поглиблень
- Тип легованої сталі 4140 або інструментальної сталі Р20 для опорних деталей
Виштовхувальні штоки завжди виготовляються з більш твердого матеріалу. А в деяких випадках їх обробляють поверхнею, щоб обмежити липкість алюмінію.
Виробник виробника лиття під тиском алюмінію composed the mold with a fixed part on the side of the liquid metal supply and a movable part on the other. The fixed part contains the metal entry hole and part of the coin cavity.
It can also have cores (fixed or drawer) to mold cavities in the part. The mobile part contains the ejection rods used for demoulding in addition to the cores and the part impression. The molds are equipped with oil (heated) or water-cooling channels. They also serve to preheat the mold initially in the case of hot oil.
How to reduce tooling cost of die casting mold?
Щоб зменшити витрати на оснащення виробника лиття під тиском алюмінію , порожнина часто складається з основної вставки, розміщеної у більшому розмірі. Це свого роду постійний каркас, який може виготовити більше одного типу деталей. Вкладиші або форми, як правило, належать замовнику.
Процес добре підходить для тонких стін до 1,5 мм. Переважно використовувати однорідні зрізи, які застигають одночасно.
Ваги відсутні, а атаки на деталі невеликі, щоб полегшити різання на пресах для зняття задирок після лиття. Конструкція деталей широко використовує ребра для підвищення жорсткості та механічної міцності.
Це також допомагає швидко заповнити порожнину до затвердіння сплаву та видалення газів. Турбулентність металу в порожнині контролюється:
- швидкість впорскування металу
- the size and positioning of the feed channels and attacks
- the shape of the cavity (mainly ribs),
- and the use of wash heels
These are used to balance the movement of the metal and to capture the inclusions formed during filling. In the case of vacuum, the vacuum application parameters are also important for filling.
Die casting mold Tooling design
Виробник лиття під тиском алюмінію is responsible for the design of the mold which includes the following features:
- Added foundry shrinkage, as liquid aluminum contracts upon solidification and in solid-state. Therefore contraction of the liquid before solidification is usually compensated for by the intensifying pressure.
- Added draft angles that allow the part to be ejected.
- Конструкція системи подачі, розрахована на заповнення розміру мінімуму турбулентності до початку затвердіння.
- Конструкція системи викиду.
- Дизайн ядер шухляд для складних порожнин.
Моделювання наповнення та затвердіння широко застосовується для проектування литих форм під тиском завдяки високим витратам на модифікацію інструментів.
Ринки виробників лиття під тиском алюмінію
Підводячи підсумок, процес виробника лиття під тиском алюмінію process offers the following characteristics:
- Мінімальна ціна для великих серій
- Відмінні допуски на розміри та обробку поверхні
- Мінімальна обробка потрібна після формування
- Деталі з обмеженою дизайнерською свободою у 2 осях
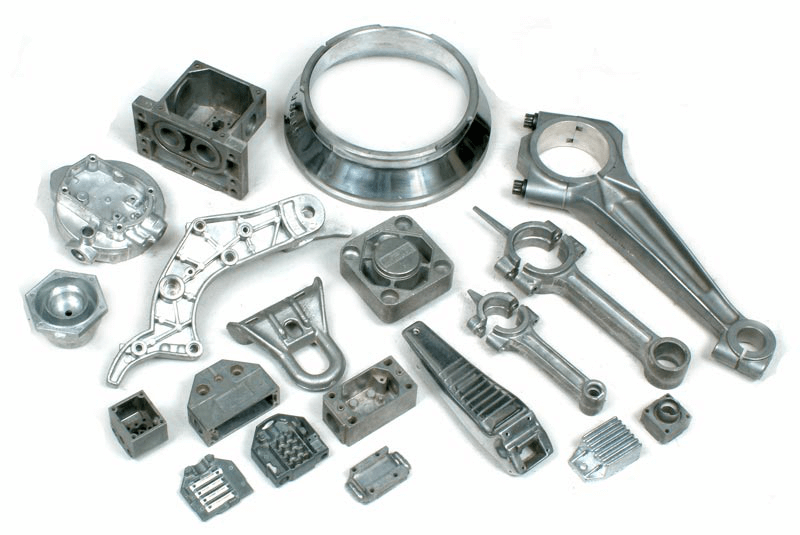
- Широкий вибір сплавів
Традиційний ринок лиття під тиском орієнтований на виробництво деталей. Невелика металоконструкція, кріплення, корпуси, автозапчастини є основними заявниками.


