ПЛІВАННЯ ЛІТЬЯ
Kaito є сертифікованим ISO вигідним виробником лиття під тиском для алюмінієвих, цинкових та магнієвих деталей протягом 10 років.
Не наша фабрика лиття під тиском має хорошу обробку та обладнання для перевірки якості, але також понад 10-річний досвід, кваліфікована команда інженерів для лиття під тиском та команда техніків забезпечують повне рішення з проектування, розробки, виробництва, виробництва та подальшої обробки для лиття під тиском алюмінію частина, деталі для лиття під тиском цинку та деталі для лиття під тиском магнію. Kaito виготовляє зразки для макетування, малооб’ємні та виробничі форми для лиття під тиском для сучасних виробничих умов.

Основна служба Kaito для проекту лиття під тиском:
Виробництво прес-форми для лиття під тиском:
Твердий інструмент або серійна сталь H-13 для лиття під тиском - це чудовий процес для вищих потреб. Це більші інвестиції у попередні витрати на прес-форми, але значне зменшення повторних витрат. Литі деталі виробничого тиску мають дуже повторювані властивості та допуски.
Типовий час виконання:
- Інструментальна обробка = 4-8 тижнів (залежить від розміру деталі та структури)
- Зразки = 1-2 тижні
- Виробництво (кількість 10 тис.) = 3-4 тижні
Тривалість життя інструментів:
- Постріл 300 тис

Прототип прес-форми для лиття під тиском:
Термін "м'яка форма" використовується для опису литої форми, виготовленої з дешевої та м'якої сталі. Більш швидкі подачі при обробці з ЧПУ та спрощення структури прес-форми дозволяють заощадити вартість прес-форми. Зазвичай термін служби прес-форми і досягає 10 000 - 30 000 деталей, перш ніж демонструвати значний знос.
Типовий час виконання:
- Інструментальна обробка = 2-5 тижнів (залежить від розміру деталі та структури)
- Зразки = 1-2 тижні
- Виробництво (кількість 100) = 3-5 днів
Тривалість життя інструментів:
- 10 тис. Пострілів
Механічна обробка
Kaito забезпечує обробку з ЧПУ, включаючи фрезерування, свердління, різання, зенкування, розточування та розточування для обробки деталей для лиття під тиском
Оздоблення поверхні
Ми не маємо широкого асортименту обладнання для вібраційного зняття задирок та дробеструйної обробки, але також ми встановили стосунки з кваліфікованими постачальниками порошкових покриттів, електростатичного фарбування, анодування, цинкування, мідного та нікелевого покриття та термообробки / зняття напруги.
Сплави для лиття під тиском
Литі сплави не тільки можуть витримувати високі робочі температури, але вони також повністю переробляються. Ми регулярно заливаємо широкий спектр кольорових матеріалів. Нижче наведено деякі найпоширеніші сплави, що використовуються:
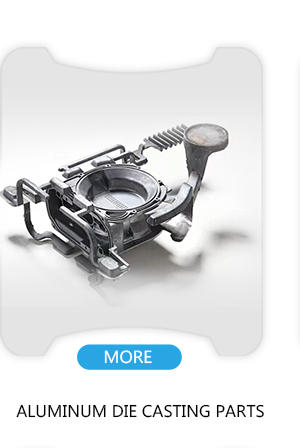
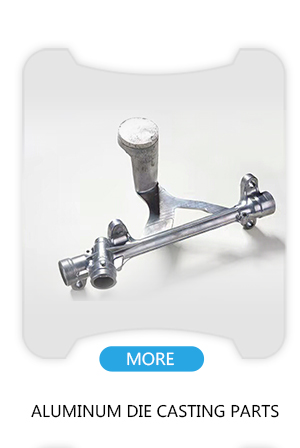
- Алюмінієві штампи для лиття сплавів: A380, AL383 A360, A356 тощо.
- Сплави для лиття під тиском магнію включають AZ91D та AM60B.
- Цинкові сплави для лиття під тиском включають ZA3, ZA12 та ZA27, Zamak # 3, ZA-8
Який компонент ви можете врахувати для вибору для лиття під тиском?
- Який компонент ви можете врахувати для вибору для лиття під тиском?
- Деталь потребує не тільки високої стабільності процесу, але і високої точності розмірів.
- Деталь потребує хорошої міцності.
- Деталь потребує хорошої міцності.
- Для високої прибутковості деталі потрібно скоротити час циклу лиття.
- Деталі потрібен зазначений параметр для відтворюваної якості компонентів.
Як Katio працює як ваш надійний виробник прес-форм для виготовлення та виготовлення на замовлення?
На етапі досліджень та розробок замовника:
- Надайте міркування та варіанти лиття під тиском, що відповідають вимогам замовника, щоб зменшити ризик виникнення дефектних деталей на ранній стадії проектування наших замовників.
- Prior to the die casting mold build stage, kaito can provide support for the rapid prototyping of aluminum.
- And the zinc part.
- Budget and value-engineering die casting project with costing and effective manufacturing process.
- Help your project with lower cost but high profitability.
Die casting mold design and manufacturing stage:
- Advanced CAE Softwares ensure accuracy for your part design, mold design, and manufacturing.
- For critical quality requirements, we use advanced computer simulation software to do mold flow analysis to avoid casting problems by predicting the metal flow, filling characteristics, and solidification of the material.
- It allows design improvements to be incorporated during the build process, avoids the expense and time lost in changes made after the mold is completed.
- Професійний монітор команди проектів для лиття під тиском обробки прес-форм та відбору зразків завдяки постійному спілкуванню із сертифікованими постачальниками та фактичним графіком замовника щотижня з оновленням зображень для замовника
Поради щодо дизайну частини лиття під тиском:
- Допуск на лиття настільки ж щільний, як +/- .005 ″, для обробки з більш жорстким допуском доступний механізм післяобробки.
- Стандартний допуск +/- .010 ″ для першого дюйма та +/-. 002 ″ кожного додаткового дюйма.
- Типова обробка поверхні Ra 63-125 мікро-дюймів у вигляді лиття, після механічної обробки, придатна для більш якісної обробки поверхні.
- Хв. кут тяги = .5 градусів.
- Хв. товщина стінки = 0,030 ″ (товщина стінки тоншої стінки можлива при альтернативних процесах).
Якщо ми можемо допомогти вам з вашим проектом, зателефонуйте нам за номером 0086-769-82821468 або напишіть на email sales@kaitomould.com


