Important designing tips plastic injection parts manufacturer
Top 10 Designing Tips for Plastic Injection Parts Manufacturer
As a plastic injection parts manufacturer, you would have to primarily, focus on the design of parts and components. After all, the design plays a vital role in defining the success of the parts. The right design with the right execution would generate the right results.
A wrong design with the right execution is bound to be a disaster. Therefore, manufacturers around the globe tend to pay close heed to the design factor. They need to understand the consumer’s requirements, analyze their capacity and then finalize a design.
Your design majorly depends on the consumer’s requirement. However, certain factors would ensure the right design. In the course of this article, we are going to talk about the top 10 designing tips.
Top Ten Designing Tips
Injection-molded components offer several benefits including scalability, uniformity, mass production and much more. With injection molding, you can effortlessly design complex parts and produce them in volume without any problem.
To ensure repeatability, you need to follow the designing tips below.
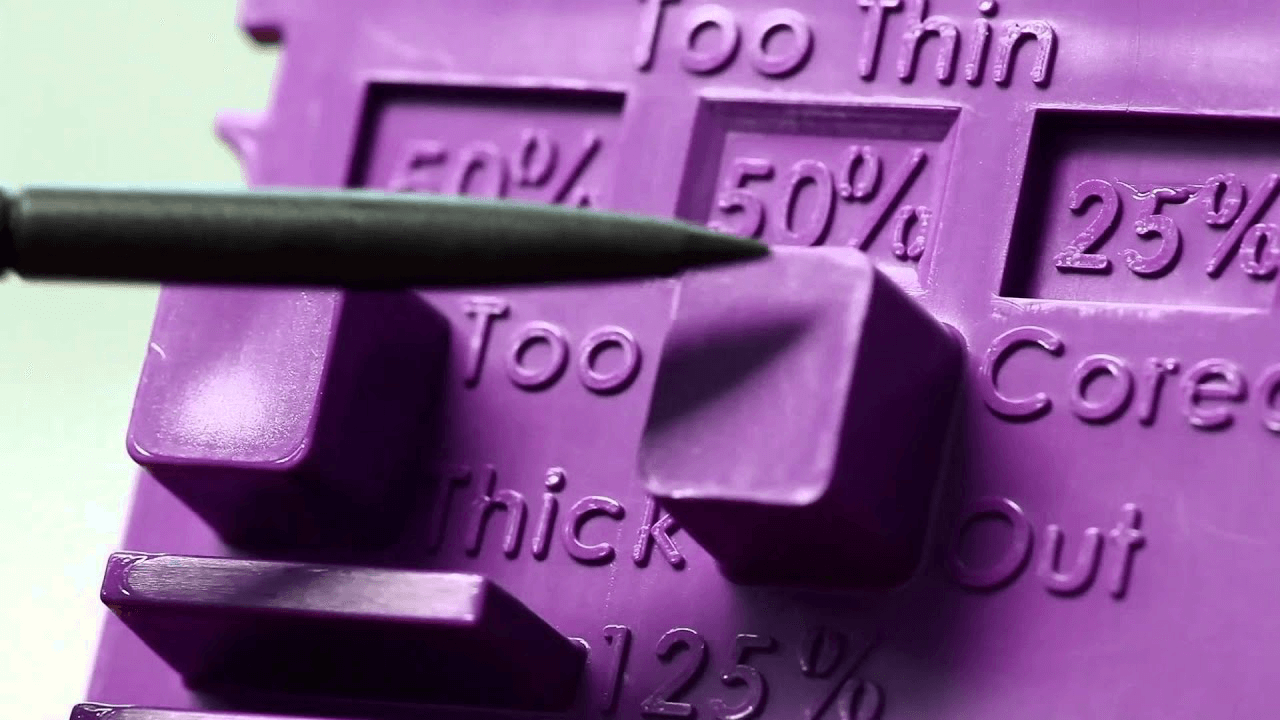
Constant Wall Thickness
When it comes to uniformity, there is no better way to achieve it than to ensure constant wall thickness of the mold cavity. This would ensure that the component provides the best flow. A good size of the wall is around 2-3mm.
For conventional molding, we generally recommend that you use maximum 4mm and minimum 1mm of wall thickness
Draft Angle – plastic injection parts manufacturer
You might be surprised to know the advantages a draft angle has to offer. adding a draft angle to your part’s faces ensures that the tools quickly release it. However, do bear in mind that draft angels do cause design challenges.
Manufacturers that are in for mating parts would have a serious problem with the draft angle. So, to make the best out of draft angle for textured cavity surfaces use a minimum of 3 degrees. In the case of the untextured core, we recommend at least 1 degree of draft angles.
Smooth Trumps Sharp
Another important tip is to avoid a sharp transition between walls sections at all costs. When there isn’t any sharp transition, it would lead to problems in the final product. In addition, it is a good idea to use radii wherever you think it is possible.
Zero Draft Surface
A good technique is to avoid zero draft surfaces. Use them only when they are necessary. If you can ensure tolerances, and proper part mating without using the zero-draft area, you should not use it. Also, Make sure that you minimize its use to a certain area of the face instead of the entire surface.
Thick to Thin Transition
To ensure the quality of the parts, you should make sure that plastic flows via features moving from thicker to thicker walls. So, this all should start right from the gates.
Sink – plastic injection parts manufacturer
When a thicker section of the parts tends to cool slowly in comparison to the thinner section, it leads to local depression. With the right design, you can avoid this particular issue. With the right guidelines, you will be able to remove the visibility of blemishes on cosmetic surfaces.
Below, we did list some important pointers.
- Avoid screw bosses, ribs and gates at the backside of cosmetic surfaces. This will enhance their lifespan.
- Ensure that the rib height is less than the wall thickness. You can even make it 3x.
- The base of the ribs should be either 60% or less of the wall’s thickness.
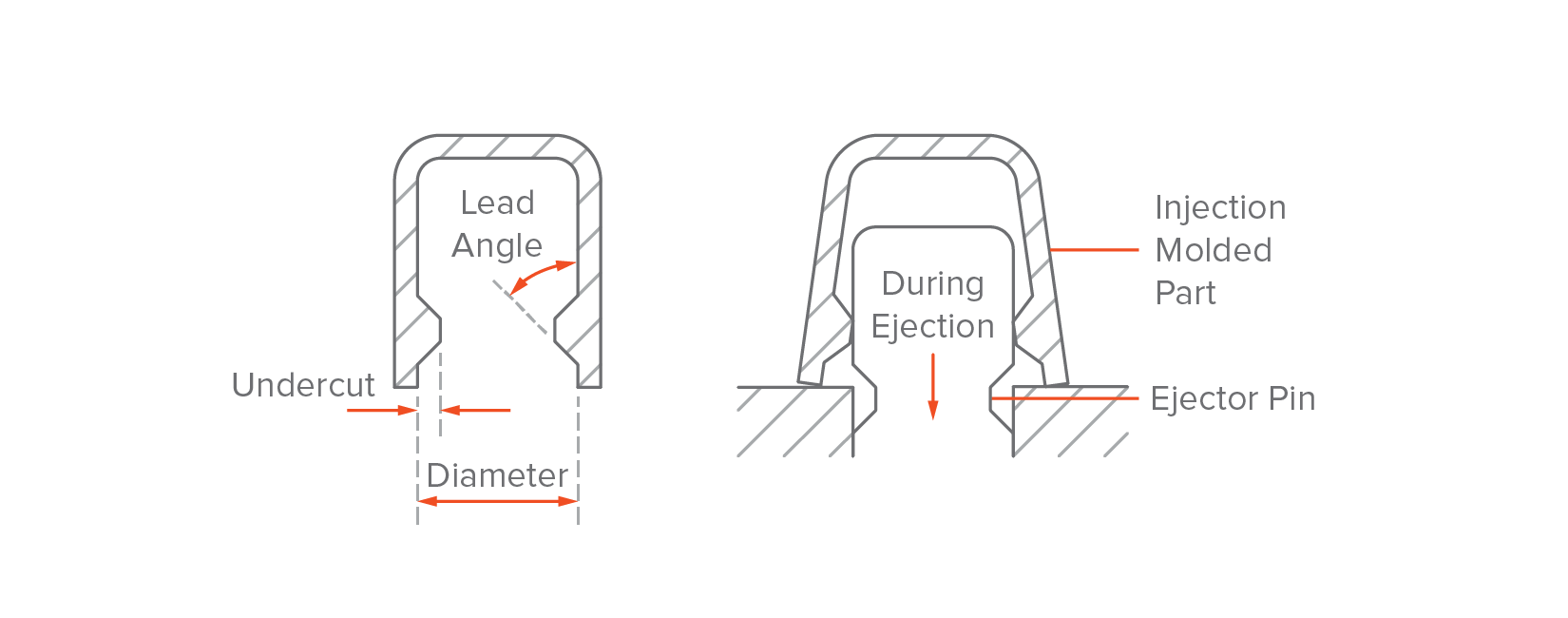
Simplicity
Sometimes simplicity is the key to having high-quality and robust parts. As a plastic injection parts manufacturer, you should avoid undercuts. In case, you want more than simple, allow slides and lifters to form features that are undercut.
In this case, you need to leave around two to three times the width of the feature. This would allow the slide or the lifter to smoothly travel.
Note: Undercuts are the arrears that manufacturers are unable to make using the tool’s simple open and shut directions.
Use Datums
Using datums enhances the readability and understanding of the design. In case, you are wondering what are datums? They are the reference points that define every part. With datums, you can establish part interaction and interface to the entire system.
Using the right datum system would ensure the success of the product in terms of functionality. In addition, you should make sure that design’s intent of assembly is in correspondent to the datum structure.
Prototype
Plastic injection manufacturers often use custom 3D printing services for reliable and efficient parts. After all, prototyping methods cut down design to market time. With prototyping, it is possible to test the design concepts at an early stage.
Thus, the manufacturer can mold a part or its respective component before getting down to building expensive tools.
Design for Manufacturing Reports
Never, and we repeat, never underestimate the Design for Manufacturing reports. You should never take these reports lightly. With these reports, you can learn about the tool molder’s understanding of the design.
It will provide you information like the ejector pin locations, parting line location, gate location among others. DFM reports allow you to efficiently, interrogate the design.
Advance Designing Tips
Here, we have listed the advance designing tips.
Tool-bound Features
Features you create by the same piece of mold tend to have a tighter relative position tolerance. Examples of these features include slide, core, cavity, etc. Similarly, features that are created using different mold parts have less position tolerance.
Molded-In Texture
It is possible to mold the visible surfaces via innate textures. Among the major advantages of textured parts, we have hiding sinks, fingerprints, etc. Although, t molded-in texture offers great benefits, at the same time they require a more draft angle.
Ultrasonic Welding
The modern technique allows pressing 2 compatible parts into contact. It also ensures that these parts are supported in a tooled fixture. The key to remember here is that you have to design the parts for ultrasonic welding.
Also, ensure that the parts have a singular welding plan. In addition, one of the parts needs to have teh energy directors. These directors will help with the welding. To form contacts, the part without the energy directors would be excited using ultrasonic vibrations.
These vibrations would help to locally, fuse the part with the other part. With the help of these ultrasonic welding, it is possible to create weatherproof bonded assemblies and that too at a low cost. However, plastic injection parts manufacturer needs to know that some resins bound better in comparison to others.
Pass Cores
Pass cores are an effective way to create a hole in your part. They are basically parts of the molds. One side of the mold passes via part’s piece, and the opposite side is shut off. This makes it possible for the manufacturer to make overhangs.
Experienced designers can play around with pass cores to come up with unique and amazing parts. They can create complex features including shaft’s bores.
Family Molds
When you shoot two or more parts in the same mold, you name the process as family molds. Family molds are effective and affordable especially when you are molding a small number of parts having similar volume and using the same material.
However, you need to ensure that all the parts fill properly. For this reason, you would have to perform a good mold-flow analysis.
Select Resin via molder
Ever resin has its unique characteristics. Their additives for changing things like UL fire rating, UV exposure, colors, impact properties, etc. would need some special attention. We recommend that you trust the molder with this decision.
Give them a list of characteristics of very resin, along with your requirements and let them help you choose the best resin for your parts.
Final Word – plastic injection parts manufacturer
Designing is imperative for any successful plastic injection parts manufacturer. With the right design, they would be able to develop accurate, robust and reliable products. Therefore, it a good idea to follow these tips to ensure the accuracy and quality of the design.
If we can help you with your project please call us at 0086-769-82821468 or email sales@kaitomould.com.


