أسباب القولبة بالحقن الشائعة التي تتطلب اهتمام الشركة المصنعة لحقن البلاستيك
الشركة المصنعة لحقن البلاستيك: عيوب وأسباب صب الحقن
Every الشركة المصنعة لحقن البلاستيكإلى إنتاج أجزاء عالية الجودة وقوية وموثوقة. بعد كل شيء ، سيكون لجودة المنتج تأثير مباشر على اسم علامته التجارية. لضمان منتجات عالية الجودة ، يستخدمون سلسلة من التقنيات ، وينفذون 5 M ويقضون الوقت في اكتشاف سبب العيوب.
تؤدي الأنواع المختلفة من العيوب إلى مشاكل مختلفة في الجزء. يجب على الشركة المصنعة إزالة هذه العيوب في أسرع وقت ممكن. للقضاء على المشكلة ، وجدوا سببها. فقط عندما يجدون السبب ، سيكونون قادرين على إيجاد حلول فعالة.
بالطبع ، هناك العديد من أنواع العيوب المختلفة ، ومع ذلك ، سنركز على العيوب الأكثر شيوعًا. في هذه المقالة ، سنتحدث عن العيب الأكثر شيوعًا مع أسبابه.
عيوب وأسباب صب الحقن
يجب أن تكون قد سمعت أن جزءًا معينًا من قوالب الحقن لا يخدم الغرض منه. لم ترق إلى مستوى التوقعات. كشركة مصنعة ، كنت ستفعل كل ما في وسعك للتغلب على المشكلة. على الرغم من العمل الجاد ، قد لا تتمكن من حل المشكلة.
قد تتفاجأ عندما تعلم أن العديد من الأجزاء البلاستيكية لا تصل إلى السوق. ما هو أكثر إثارة للاهتمام هو أن العيوب الموجودة في هذه الأجزاء ليست بسبب فشل المعدات. على العكس من ذلك ، يرجع ذلك إلى عدم فهم خصائص المواد.
لا يعرف المصنعون كيف ستتفاعل هذه الخصائص أثناء عملية التشكيل. لذلك ، من المهم أن يكون لديك معرفة كاملة بأسباب فشل أو نجاح الأجزاء عند تنفيذها في بيئتها المقصودة.
يؤدي الافتقار إلى معرفة معالجة المواد ، وتصميمات القوالب السيئة ، والمعدات غير الموثوقة والمعرفة المحدودة فيما يتعلق بقيود التصميم إلى سلسلة من المشاكل فيما يلي بعض العيوب الشائعة وأسبابها.
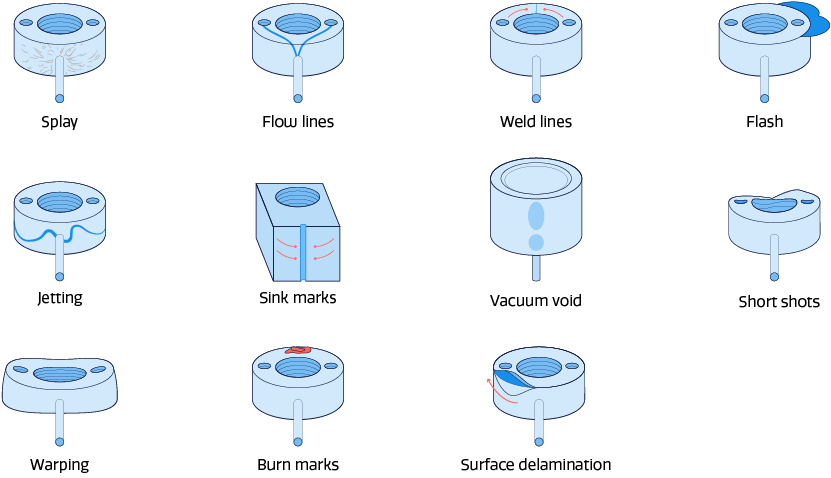
خطوط التدفق
Flow lines are the wavy pattern that you often see on the narrower sections of the molded parts. These lines are slightly different in color in comparison to their surrounding. In some cases, flow lines come out as ring-shaped bands.
Flow marks may have no impact on the product’s robustness. However, they do have an adverse impact on the aesthetic sense of the product. Flow lines may be acceptable for certain products, but they are unacceptable for others.
For instance, for a toy car pumper, flow lines might work. On the contrary, they are undesirable for high-end sunglasses.
Flow lines are the result of limited knowledge regarding the cooling speed of the material while it flows throughout the mold in different directions. In addition, the differences in the thickness of the walls can result in the material to cool at different rates. Thus, resulting in flow lines.
Weld Lines
Weld lines are generally seen at places where molten material tends to coverage after it is separated into two different directions in the mold. These lines are usually not thicker than a hair. They might not be prominent, but they signify weak material bonding.
This results in a lack of robustness and reliability in terms of parts and their components.
Cavity Pressure
أبعاد الجزء لها تأثير مباشر على ضغط التجويف. هذا يعني أن التغييرات في ضغط التجويف تعني تغييرات في أبعاد الأجزاء. الشيء المهم الذي يجب فهمه هنا هو أن التباين الأقل يعني تحكمًا أفضل في الأبعاد.
عندما تقوم بدمج ضغط تجويف مرتفع ، فهذا يعني أنك لا تريد أن تتقلص الأجزاء كثيرًا. خلال كل هذا ، تظل القيم الأخرى كما هي. عندما يتعلق الأمر بالانكماش ، يجب أن تكون على دراية بالقانون العالمي.
ينص القانون على أن البلاستيك يتقلص أكثر في الاتجاه العمودي للتدفق منه في اتجاه تدفق البلاستيك. بشكل عام ، عندما يتلاعب صانعو القوالب بإعدادات المعدات للعثور على الإعدادات المثلى التي تتجمد عندها البوابة ، فغالبًا ما ينتهي بهم الأمر بخطأ في ضغط التجويف.
لإزالة الخطأ ، عليهم الاستمرار في عكس العملية حتى يختفي العيب. ومع ذلك ، قد يؤدي القيام بذلك إلى تدخل العمليات الثلاث الأخرى في خصائص المنتج النهائي. وبالتالي ، ينتج عن ذلك الكثير من إعادة العمل مصنعي حقن البلاستيكونقص الموثوقية للعميل.
ندب الحروق
ربما تكون قد صادفت أجزاء بلاستيكية مصبوبة بلون الصدأ أو تغير لونها إلى الأسود على السطح أو الحافة. الخبر السار هو أن علامات الحرق قد لا تؤثر على سلامة المنتج. ومع ذلك ، فهي لا ترضي العين.
بالطبع ، إذا قمت بحرق البلاستيك إلى حد التحلل ، فمن المؤكد أن يكون له تأثير سلبي على الجودة الكلية لمكون البلاستيك.
There are two major causes of burn marks. Either the resin itself can cause or the trapped air can lead to this problem. Once there is overheating in the mold cavity it then results in the burns.
Air Pockets
You might have seen trapped air bubbles appearing on top of the finished surface of the molded part. These air bubbles are basically air pockets. Although, quality control professionals consider it a minor defect, yet a large number of air pockets can eventually affect the reliability and robustness.
Therefore, it is important to pay close heed to its cause. The major reason for voids is the inadequate molding pressure that is responsible for releasing the trapped air out of the mold cavity. Some minor reasons include the fast cooling of the mold walls and significant change in the density of the material.
Warping
The uneven shrinking of components or their different parts leads to the deformation, warping. The concept is similar to the drying of wood. When wood tries, it becomes uneven. It happens to plastic and other components during the cooling down process.
Different parts face undue stress because of shrinkage. Thus, this results in twisting and bending of different areas of the parts as they cool.
The major reason for warping is the fast speed of cooling. What makes the problem worse is the low thermal conductivity or excessive temperature. Furthermore, mold designs can also cause warping.
Uneven thickness of the mold walls would lead to uneven coolness, thus warping would occur.
Sink Marks
هل سبق لك أن رأيت فترات استراحة صغيرة غير متناسقة وأسطح مستوية؟ هذه الاستراحات هي علامات بالوعة. تحدث بسبب تقلص المواد. عندما يتقلص الجزء الداخلي للمكون ويدخل المواد من الخارج ، فإنه يؤدي إلى هذه العلامات.
تحدث علامات المغسلة عندما تستغرق المادة وقتًا طويلاً لتبرد. ينتج عن التبريد البطيء للعملية سحب المادة الخارجية إلى الداخل. لذلك ، من الضروري الحصول على درجة الحرارة المناسبة تمامًا.
النفث
غالبًا ما يدعي مصنعو حقن البلاستيك حول النفث. إنه في الأساس تشوه في الأجزاء. يحدث التشوه عندما تدخل المادة المنصهرة إلى القالب دفعة واحدة أو تبرد قبل ملء باقي التجويف.
يؤدي ضغط الحقن المرتفع مع عنصر التبريد السريع إلى هذه المشكلة بالذات.
طلقة قصيرة
إذا لم تملأ تجويف القالب تمامًا بالبلاستيك المصهور ، فسيؤدي ذلك إلى طلقة قصيرة. سيكون المنتج النهائي غير مكتمل وسيكون به عيوب. هذا شائع ، لكنه أحد أغلى العيوب.
سيكون لها تأثير مباشر على وظيفة المنتج. في معظم الحالات ، قد يجعل الجزء عديم الفائدة. وبالتالي ، فإن الشركة المصنعة لحقن البلاستيك سينتهي بها الأمر بدفع المزيد.
السبب الرئيسي لهذا العيب هو أن الآلة بها بوابات أو ممرات مسدودة. يمكن أن يحدث حتى بسبب البوابات الضيقة. أيضًا ، يمكن أن يؤدي عدم وجود درجة حرارة مناسبة ومواد لزجة إلى هذا العيب بالذات.
يمكن أن يؤدي الهواء المحبوس إلى جانب ضغط الحقن غير الكافي إلى تسديدة قصيرة.
يبعد
بصفتك الشركة المصنعة لحقن البلاستيك، فأنت بحاجة إلى التخلص من هذه العيوب الشائعة. سيساعدك القيام بذلك على ابتكار منتجات قوية وعالية الجودة. سيضمن أيضًا أن يكون لديك اسم في السوق.
إذا كان بإمكاننا مساعدتك في مشروعك ، فيرجى الاتصال بنا على 0086-769-82821468 أو إرسال بريد إلكتروني إلى sales@kaitomould.com.


