สาเหตุการฉีดขึ้นรูปทั่วไปที่ต้องให้ความสนใจจากผู้ผลิตการฉีดพลาสติก
ผู้ผลิตฉีดพลาสติก: ข้อบกพร่องและสาเหตุของการฉีดขึ้นรูป
Every ผู้ผลิตฉีดพลาสติกมุ่งที่จะผลิตชิ้นส่วนที่มีคุณภาพสูงแข็งแรงและเชื่อถือได้ ท้ายที่สุดคุณภาพของผลิตภัณฑ์จะส่งผลโดยตรงต่อชื่อแบรนด์ เพื่อให้แน่ใจว่าผลิตภัณฑ์มีคุณภาพสูงพวกเขาใช้เทคนิคต่างๆให้ใช้ 5 M และใช้เวลาในการตรวจหาสาเหตุของข้อบกพร่อง
ข้อบกพร่องประเภทต่างๆนำไปสู่ปัญหาที่แตกต่างกันในส่วน ผู้ผลิตต้องกำจัดข้อบกพร่องเหล่านี้โดยเร็วที่สุด เพื่อกำจัดปัญหาพวกเขาหาสาเหตุ เมื่อพวกเขาพบเหตุผลพวกเขาจะสามารถสร้างโซลูชันที่มีประสิทธิภาพได้
แน่นอนว่ามีข้อบกพร่องหลายประเภทอย่างไรก็ตามเราจะเน้นที่ข้อบกพร่องที่พบบ่อยที่สุด ในบทความนี้เราจะพูดถึงข้อบกพร่องที่พบบ่อยที่สุดพร้อมกับสาเหตุ
ข้อบกพร่องและสาเหตุของการฉีดขึ้นรูป
คุณคงเคยได้ยินมาว่าชิ้นส่วนแม่พิมพ์ฉีดบางชิ้นไม่ตรงตามวัตถุประสงค์ มันไม่ได้เป็นไปตามความคาดหวัง ในฐานะผู้ผลิตคุณคงทำทุกอย่างเพื่อเอาชนะปัญหา แม้จะมีการทำงานที่เข้มงวด แต่คุณอาจไม่สามารถแก้ไขปัญหาได้
You might be surprised to learn that many plastic parts do not make it to the market. What is more interesting is that the defects present in these parts are not because of equipment failure. On the contrary, it is due to the lack of understanding regarding material properties.
Manufacturers do not know about how these properties would react during the molding process. Therefore, it is important to have complete knowledge of what causes the failure or success of the parts when implemented in their intended environment.
Lack of material processing knowledge, poor mold designs, unreliable equipment and limited knowledge regarding design constraints lead to a series of problems. Below are some common defects and their respective causes.
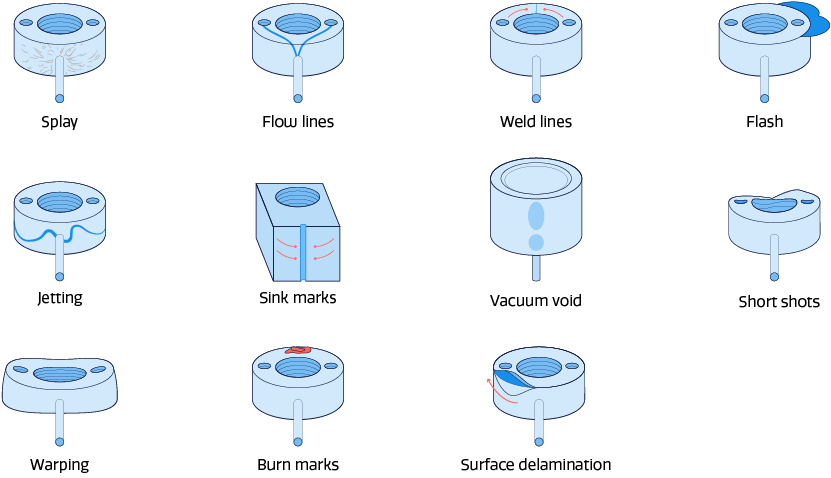
Flow Lines
Flow lines are the wavy pattern that you often see on the narrower sections of the molded parts. These lines are slightly different in color in comparison to their surrounding. In some cases, flow lines come out as ring-shaped bands.
Flow marks may have no impact on the product’s robustness. However, they do have an adverse impact on the aesthetic sense of the product. Flow lines may be acceptable for certain products, but they are unacceptable for others.
For instance, for a toy car pumper, flow lines might work. On the contrary, they are undesirable for high-end sunglasses.
Flow lines are the result of limited knowledge regarding the cooling speed of the material while it flows throughout the mold in different directions. In addition, the differences in the thickness of the walls can result in the material to cool at different rates. Thus, resulting in flow lines.
Weld Lines
Weld lines are generally seen at places where molten material tends to coverage after it is separated into two different directions in the mold. These lines are usually not thicker than a hair. They might not be prominent, but they signify weak material bonding.
This results in a lack of robustness and reliability in terms of parts and their components.
Cavity Pressure
Part’s dimension has a direct impact on cavity pressure. It means changes in the cavity pressure would mean changes in the dimension of the parts. An important thing to understand here is that less variation means better dimensional control.
When you incorporate high cavity pressure, it means you do not want the parts to shrink much. During all this, the other values do remain the same. When it comes to shrinking, you should be familiar with universal law.
The law states that a plastic shrinks more in the perpendicular direction of the flow then it does in the direction of the plastic flow. Generally, when the molders are playing around with the equipment settings to find optimal settings at which the gate freezes, they often end up with cavity pressure error.
ในการลบข้อผิดพลาดพวกเขาจำเป็นต้องย้อนกระบวนการต่อไปจนกว่าข้อบกพร่องจะหายไป อย่างไรก็ตามการทำเช่นนี้อาจส่งผลให้กระบวนการอีกสามกระบวนการรบกวนคุณสมบัติสุดท้ายของผลิตภัณฑ์ ด้วยเหตุนี้จึงส่งผลให้ผู้ผลิตการฉีดพลาสติกที่และลูกค้าขาดความน่าเชื่อถือ
เบิร์นมาร์ค
คุณอาจเจอชิ้นส่วนพลาสติกขึ้นรูปที่มีการเปลี่ยนสีเป็นสีสนิมหรือดำบนพื้นผิวหรือขอบ ข่าวดีก็คือรอยไหม้อาจไม่ส่งผลต่อความสมบูรณ์ของผลิตภัณฑ์ ถึงกระนั้นพวกเขาก็ไม่เป็นที่พอใจของตา
แน่นอนว่าหากคุณเผาพลาสติกจนเกิดการย่อยสลายจะมีผลเสียต่อคุณภาพโดยรวมของชิ้นส่วนพลาสติก
There are two major causes of burn marks. Either the resin itself can cause or the trapped air can lead to this problem. Once there is overheating in the mold cavity it then results in the burns.
Air Pockets
You might have seen trapped air bubbles appearing on top of the finished surface of the molded part. These air bubbles are basically air pockets. Although, quality control professionals consider it a minor defect, yet a large number of air pockets can eventually affect the reliability and robustness.
Therefore, it is important to pay close heed to its cause. The major reason for voids is the inadequate molding pressure that is responsible for releasing the trapped air out of the mold cavity. Some minor reasons include the fast cooling of the mold walls and significant change in the density of the material.
Warping
การหดตัวของส่วนประกอบหรือชิ้นส่วนที่แตกต่างกันไม่เท่ากันนำไปสู่การเสียรูปและการแปรปรวน แนวคิดคล้ายกับการอบไม้ เมื่อไม้พยายามมันจะไม่สม่ำเสมอ มันเกิดขึ้นกับพลาสติกและส่วนประกอบอื่น ๆ ในระหว่างกระบวนการทำให้เย็นลง
ส่วนต่างๆต้องเผชิญกับความเครียดที่ไม่เหมาะสมเนื่องจากการหดตัว ดังนั้นสิ่งนี้ส่งผลให้เกิดการบิดและงอของบริเวณต่างๆของชิ้นส่วนเมื่อมันเย็นลง
สาเหตุหลักของการแปรปรวนคือความเร็วในการทำความเย็นที่รวดเร็ว สิ่งที่ทำให้ปัญหาแย่ลงคือการนำความร้อนต่ำหรืออุณหภูมิที่มากเกินไป นอกจากนี้การออกแบบแม่พิมพ์ยังสามารถทำให้เกิดการบิดงอได้
ความหนาไม่เท่ากันของผนังแม่พิมพ์จะทำให้เกิดความเย็นไม่เท่ากันจึงเกิดการแปรปรวน
เครื่องหมายจม
Have you ever seen small recesses inconsistent and flat surfaces? These recesses are sink marks. They happen due to the shrinking of the material. When the component’s inner part shrinks and brings in the material from outside, it leads to these marks.
Sink marks occur when the material takes too long to cool down. The slow cooling of the process results in the outside material to be dragged inside. Therefore, it is vital to have just the right temperature.
Jetting
Plastic injection manufacturers often claim about jetting. It is basically a deformation in the parts. The deformation occurs when the molten material enters the mold at once or it cools before the rest of the cavity is filled.
The high injection pressure along with the quick cooling element leads to this particular problem.
Short Shot
If you do not fill the mold cavity completely with the molten plastic, it will lead to a short shot. The final product would be incomplete and it would have defects. This is common, yet one of the most expensive defects.
It would have a direct impact on the functionality of the product. In most cases, it would render the part useless. Thus, the plastic injection manufacturer would end up paying extra.
The main reason for this defect is the machine has clogged gates or passages. It can occur even due to narrow gates. Also, the lack of proper temperature and material viscous can result in this particular defect.
Trapped air along with insufficient injection pressure could also lead to a short shot.
Take away
ในฐานะผู้ผลิตฉีดพลาสติกคุณจำเป็นต้องกำจัดข้อบกพร่องที่พบบ่อยเหล่านี้ การทำเช่นนี้จะช่วยให้คุณได้ผลิตภัณฑ์ที่มีคุณภาพสูงและมีประสิทธิภาพ นอกจากนี้ยังจะทำให้แน่ใจว่าคุณมีชื่อในตลาด
หากเราสามารถช่วยคุณในโครงการของคุณได้โปรดโทรหาเราที่0086-769-82821468 หรืออีเมลsales@kaitomould.com.


