Shkaqet e zakonshme të derdhjes së injeksionit që kërkojnë vëmendjen e prodhuesit të injeksionit plastik
Prodhuesi i injeksionit plastik: Defektet dhe shkaqet e formimit të injeksionit
Çdo prodhuesi i injeksionit plastiksynon të prodhojë pjesë me cilësi të lartë, të fuqishme dhe të besueshme. Mbi të gjitha, cilësia e produktit do të ketë një ndikim të drejtpërdrejtë në emrin e markës së tij. Për të siguruar produkte me cilësi të lartë ata përdorin një seri teknikash, zbatojnë 5 M dhe kalojnë kohë duke zbuluar shkakun e defekteve.
Llojet e ndryshme të defekteve çojnë në probleme të ndryshme në pjesë. Prodhuesi duhet të eleminojë këto defekte sa më shpejt të jetë e mundur. Për të zhdukur problemin, ata gjejnë shkakun e tij. Vetëm kur të gjejnë arsyen, ata do të jenë në gjendje të gjenerojnë zgjidhje efektive.
Sigurisht, ka shumë lloje të ndryshme të defekteve, megjithatë, ne do të përqendrohemi në ato më të zakonshmet. Në këtë artikull, ne do të flasim për defektin më të zakonshëm së bashku me shkaqet e tyre.
Defektet dhe shkaqet e formimit të injeksionit
Ju duhet të keni dëgjuar që një pjesë e caktuar e kallëpit të injeksionit nuk i shërbeu qëllimit të saj. Nuk e priti pritjen. Si prodhues, ju do të kishit bërë gjithçka që keni mundësi për të kapërcyer problemin. Pavarësisht nga puna rigoroze, ju mund të mos jeni në gjendje ta zgjidhni çështjen.
You might be surprised to learn that many plastic parts do not make it to the market. What is more interesting is that the defects present in these parts are not because of equipment failure. On the contrary, it is due to the lack of understanding regarding material properties.
Manufacturers do not know about how these properties would react during the molding process. Therefore, it is important to have complete knowledge of what causes the failure or success of the parts when implemented in their intended environment.
Lack of material processing knowledge, poor mold designs, unreliable equipment and limited knowledge regarding design constraints lead to a series of problems. Below are some common defects and their respective causes.
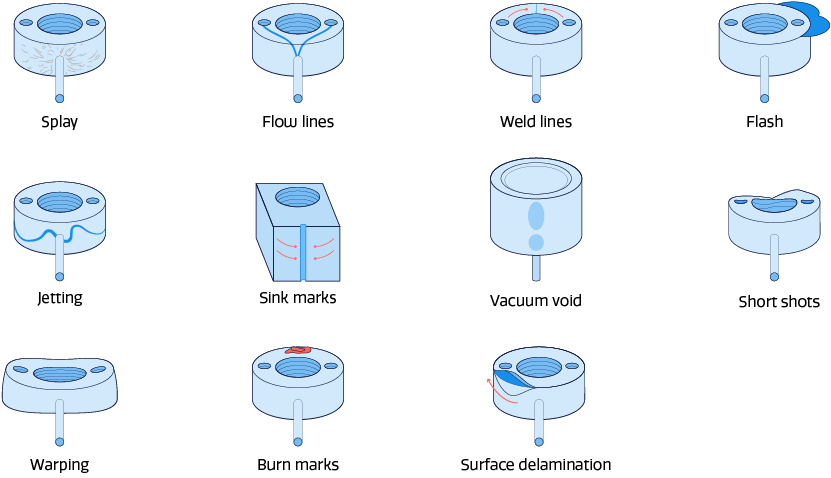
Flow Lines
Flow lines are the wavy pattern that you often see on the narrower sections of the molded parts. These lines are slightly different in color in comparison to their surrounding. In some cases, flow lines come out as ring-shaped bands.
Flow marks may have no impact on the product’s robustness. However, they do have an adverse impact on the aesthetic sense of the product. Flow lines may be acceptable for certain products, but they are unacceptable for others.
For instance, for a toy car pumper, flow lines might work. On the contrary, they are undesirable for high-end sunglasses.
Flow lines are the result of limited knowledge regarding the cooling speed of the material while it flows throughout the mold in different directions. In addition, the differences in the thickness of the walls can result in the material to cool at different rates. Thus, resulting in flow lines.
Weld Lines
Weld lines are generally seen at places where molten material tends to coverage after it is separated into two different directions in the mold. These lines are usually not thicker than a hair. They might not be prominent, but they signify weak material bonding.
This results in a lack of robustness and reliability in terms of parts and their components.
Cavity Pressure
Dimensioni i pjesës ka një ndikim të drejtpërdrejtë në presionin e zgavrës. Do të thotë ndryshime në presionin e zgavrës do të nënkuptojnë ndryshime në dimensionin e pjesëve. Një gjë e rëndësishme për të kuptuar këtu është se më pak ndryshime do të thotë kontroll më i mirë dimensional.
Kur përfshini presion të lartë të zgavrës, kjo do të thotë që nuk doni që pjesët të tkurren shumë. Gjatë gjithë kësaj, vlerat e tjera mbeten të njëjtat. Kur bëhet fjalë për tkurrje, duhet të njiheni me ligjin universal.
Ligji thotë që një plastikë tkurret më shumë në drejtimin pingul të rrjedhës, atëherë bëhet në drejtim të rrjedhës plastike. Në përgjithësi, kur formuesit po luajnë me cilësimet e pajisjeve për të gjetur cilësime optimale në të cilat porta ngrin, ato shpesh përfundojnë me gabim të presionit të zgavrës.
Për të hequr gabimin, ata duhet të vazhdojnë të përmbysin procesin derisa defekti të zhduket. Sidoqoftë, bërja e kësaj mund të rezultojë në tre procese të tjera që ndërhyjnë në vetitë e produktit përfundimtar. Kështu, kjo rezulton në një shumë të ripunuar për prodhuesit e injeksionit plastikdhe një mungesë besueshmërie për klientin.
Shenjat e djegies
Ju mund të keni hasur në pjesë plastike të derdhura me njollë ose ngjyrë të zezë në sipërfaqe ose në buzë. Lajmi i mirë është se shenjat e djegies mund të mos ndikojnë në integritetin e produktit. Sidoqoftë, ato nuk janë të këndshme për syrin.
Sigurisht, nëse djegni plastikën deri në shkallën e degradimit, ajo do të ketë një ndikim negativ në cilësinë e përgjithshme të përbërësit plastik.
There are two major causes of burn marks. Either the resin itself can cause or the trapped air can lead to this problem. Once there is overheating in the mold cavity it then results in the burns.
Air Pockets
You might have seen trapped air bubbles appearing on top of the finished surface of the molded part. These air bubbles are basically air pockets. Although, quality control professionals consider it a minor defect, yet a large number of air pockets can eventually affect the reliability and robustness.
Therefore, it is important to pay close heed to its cause. The major reason for voids is the inadequate molding pressure that is responsible for releasing the trapped air out of the mold cavity. Some minor reasons include the fast cooling of the mold walls and significant change in the density of the material.
Warping
The uneven shrinking of components or their different parts leads to the deformation, warping. The concept is similar to the drying of wood. When wood tries, it becomes uneven. It happens to plastic and other components during the cooling down process.
Different parts face undue stress because of shrinkage. Thus, this results in twisting and bending of different areas of the parts as they cool.
The major reason for warping is the fast speed of cooling. What makes the problem worse is the low thermal conductivity or excessive temperature. Furthermore, mold designs can also cause warping.
Uneven thickness of the mold walls would lead to uneven coolness, thus warping would occur.
Sink Marks
A keni parë ndonjëherë gropa të vogla sipërfaqe të paqëndrueshme dhe të sheshta? Këto gropa janë shenja zhytjeje. Ato ndodhin për shkak të tkurrjes së materialit. Kur pjesa e brendshme e përbërësit tkurret dhe sjell materialin nga jashtë, ajo çon në këto shenja.
Shenjat e lavamanit ndodhin kur materiali zgjat shumë për t'u ftohur. Ftohja e ngadaltë e procesit rezulton që materiali i jashtëm të tërhiqet brenda. Prandaj, është thelbësore që të keni vetëm temperaturën e duhur.
Jetting
Prodhuesit e injeksioneve plastike shpesh pretendojnë në lidhje me hedhjen. Në parim është një deformim në pjesë. Deformimi ndodh kur materiali i shkrirë hyn në kallëp menjëherë ose ftohet para se të mbushet pjesa tjetër e zgavrës.
Presioni i lartë i injektimit së bashku me elementin e ftohjes së shpejtë çon në këtë problem të veçantë.
Shkrepje e Shkurtër
Nëse nuk e mbushni plotësisht zgavrën e mykut me plastikën e shkrirë, kjo do të çojë në një goditje të shkurtër. Produkti përfundimtar do të ishte i paplotë dhe do të kishte defekte. Kjo është e zakonshme, por një nga defektet më të shtrenjta.
Do të kishte një ndikim të drejtpërdrejtë në funksionalitetin e produktit. Në shumicën e rasteve, kjo do ta bënte pjesën të padobishme. Kështu, prodhuesi i injeksionit plastik do të paguante më shumë.
Arsyeja kryesore për këtë defekt është se makineria ka bllokuar portat ose kalimet. Mund të ndodhë edhe për shkak të portave të ngushta. Gjithashtu, mungesa e temperaturës së duhur dhe viskozës së materialit mund të rezultojë në këtë defekt të veçantë.
Ajri i bllokuar së bashku me presionin e pamjaftueshëm të injektimit mund të çojnë gjithashtu në një goditje të shkurtër.
Merr me vete
Si një prodhuesi i injeksionit plastik, duhet të eliminoni këto defekte të zakonshme. Bërja e kësaj do t'ju ndihmonte të dilni me produkte të cilësisë së lartë dhe të fuqishme. Kjo gjithashtu do të sigurojë që ju të keni një emër në treg.
Nëse mund t'ju ndihmojmë me projektin tuaj, ju lutemi na telefononi në 0086-769-82821468 ose dërgoni email sales@kaitomould.com.


