Распространенные причины литья под давлением, требующие внимания производителя пластика
Производитель пластика для литья под давлением: дефекты и причины литья под давлением
Каждый производитель пластиковых инъекцийстремится производить высококачественные, прочные и надежные детали. Ведь от качества продукта напрямую зависит его торговая марка. Чтобы гарантировать высокое качество продукции, они используют ряд методов, применяют 5 М и тратят время на выявление причины дефектов.
Различные типы дефектов приводят к разным проблемам в детали. Производитель должен устранить эти дефекты как можно скорее. Чтобы искоренить проблему, они находят ее причину. Только когда они найдут причину, они смогут найти эффективные решения.
Конечно, бывает много разных видов дефектов, однако остановимся на самых распространенных. В этой статье мы поговорим о наиболее частых неисправностях и их причинах.
Дефекты и причины литья под давлением
Вы, должно быть, слышали, что определенная деталь формы для литья под давлением не служила своему назначению. Это не оправдало ожиданий. Как производитель, вы бы сделали все, что в ваших силах, чтобы решить эту проблему. Несмотря на кропотливую работу, возможно, вам не удастся решить проблему.
You might be surprised to learn that many plastic parts do not make it to the market. What is more interesting is that the defects present in these parts are not because of equipment failure. On the contrary, it is due to the lack of understanding regarding material properties.
Manufacturers do not know about how these properties would react during the molding process. Therefore, it is important to have complete knowledge of what causes the failure or success of the parts when implemented in their intended environment.
Lack of material processing knowledge, poor mold designs, unreliable equipment and limited knowledge regarding design constraints lead to a series of problems. Below are some common defects and their respective causes.
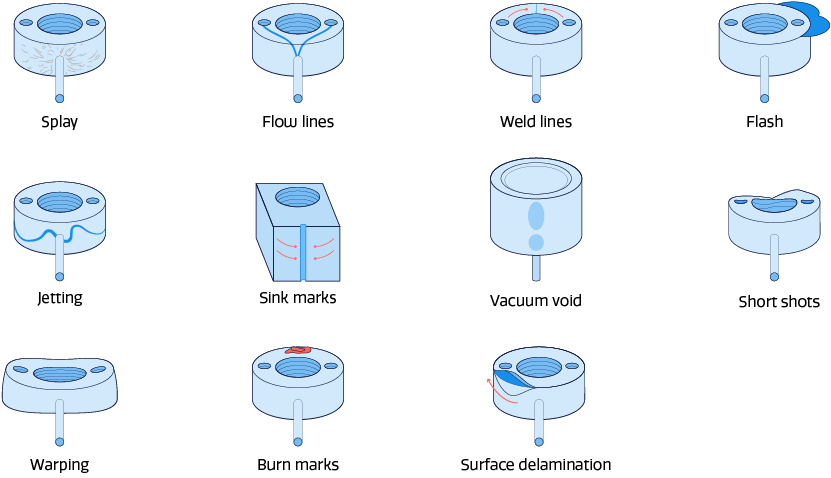
Flow Lines
Flow lines are the wavy pattern that you often see on the narrower sections of the molded parts. These lines are slightly different in color in comparison to their surrounding. In some cases, flow lines come out as ring-shaped bands.
Flow marks may have no impact on the product’s robustness. However, they do have an adverse impact on the aesthetic sense of the product. Flow lines may be acceptable for certain products, but they are unacceptable for others.
For instance, for a toy car pumper, flow lines might work. On the contrary, they are undesirable for high-end sunglasses.
Flow lines are the result of limited knowledge regarding the cooling speed of the material while it flows throughout the mold in different directions. In addition, the differences in the thickness of the walls can result in the material to cool at different rates. Thus, resulting in flow lines.
Weld Lines
Weld lines are generally seen at places where molten material tends to coverage after it is separated into two different directions in the mold. These lines are usually not thicker than a hair. They might not be prominent, but they signify weak material bonding.
This results in a lack of robustness and reliability in terms of parts and their components.
Cavity Pressure
Размер детали напрямую влияет на давление в полости. Это означает, что изменение давления в полости будет означать изменение размеров деталей. Здесь важно понимать, что меньшее количество вариаций означает лучший контроль размеров.
Когда вы используете высокое давление в полости, это означает, что вы не хотите, чтобы детали сильно усаживались. При этом остальные значения остаются прежними. Когда дело доходит до сжатия, вы должны быть знакомы с универсальным законом.
Закон гласит, что пластмасса сжимается больше в перпендикулярном направлении потока, чем в направлении пластического потока. Обычно, когда формовщики экспериментируют с настройками оборудования, чтобы найти оптимальные настройки, при которых затвор замерзает, они часто заканчивают ошибкой давления в полости.
To remove the error, they need to keep on reversing the process until the defect is gone. However, doing this might result in the other three processes interfering with the final product properties. Thus, this results in a lot of rework for the производители пластиковых инъекций and a lack of reliability for the customer.
Burn Marks
You might have come across molded plastic parts with rust-colored or black discoloration on the surface or the edge. The good news is that burn marks may not affect the integrity of the product. Nevertheless, they are not pleasing to the eye.
Of course, if you burn the plastic to the extent of degradation, it is bound to have a negative impact on the overall quality of the plastic component.
There are two major causes of burn marks. Either the resin itself can cause or the trapped air can lead to this problem. Once there is overheating in the mold cavity it then results in the burns.
Air Pockets
You might have seen trapped air bubbles appearing on top of the finished surface of the molded part. These air bubbles are basically air pockets. Although, quality control professionals consider it a minor defect, yet a large number of air pockets can eventually affect the reliability and robustness.
Therefore, it is important to pay close heed to its cause. The major reason for voids is the inadequate molding pressure that is responsible for releasing the trapped air out of the mold cavity. Some minor reasons include the fast cooling of the mold walls and significant change in the density of the material.
Warping
The uneven shrinking of components or their different parts leads to the deformation, warping. The concept is similar to the drying of wood. When wood tries, it becomes uneven. It happens to plastic and other components during the cooling down process.
Different parts face undue stress because of shrinkage. Thus, this results in twisting and bending of different areas of the parts as they cool.
The major reason for warping is the fast speed of cooling. What makes the problem worse is the low thermal conductivity or excessive temperature. Furthermore, mold designs can also cause warping.
Uneven thickness of the mold walls would lead to uneven coolness, thus warping would occur.
Sink Marks
Have you ever seen small recesses inconsistent and flat surfaces? These recesses are sink marks. They happen due to the shrinking of the material. When the component’s inner part shrinks and brings in the material from outside, it leads to these marks.
Sink marks occur when the material takes too long to cool down. The slow cooling of the process results in the outside material to be dragged inside. Therefore, it is vital to have just the right temperature.
Jetting
Plastic injection manufacturers often claim about jetting. It is basically a deformation in the parts. The deformation occurs when the molten material enters the mold at once or it cools before the rest of the cavity is filled.
The high injection pressure along with the quick cooling element leads to this particular problem.
Short Shot
If you do not fill the mold cavity completely with the molten plastic, it will lead to a short shot. The final product would be incomplete and it would have defects. This is common, yet one of the most expensive defects.
It would have a direct impact on the functionality of the product. In most cases, it would render the part useless. Thus, the plastic injection manufacturer would end up paying extra.
The main reason for this defect is the machine has clogged gates or passages. It can occur even due to narrow gates. Also, the lack of proper temperature and material viscous can result in this particular defect.
Trapped air along with insufficient injection pressure could also lead to a short shot.
Take away
As an experienced производитель пластиковых инъекций, необходимо устранить эти распространенные дефекты. Это поможет вам создавать высококачественные и надежные продукты. Это также гарантирует, что у вас есть имя на рынке.
Если мы можем помочь вам с вашим проектом, позвоните нам по телефону 0086-769-82821468 или напишите по электронной почте адресу sales@kaitomould.com.


