Si prodhohen prototipë cilësorë prodhuesi i hedhjes së hedhjes së aluminit dhe prototipimi i shpejtë?
Prodhuesi i hedhjes së aluminit dhe prototipi i shpejtë
Pika e ulët e shkrirjes së prodhuesit të hedhjes lejon përdorimin e një kallëpi të përhershëm. Në mënyrë të ngjashme, ne e përdorim këtë çelik për të bërë pjesë shkritore. Në hedhjen e vdesit, një piston injeksion shtyn aluminin e lëngshëm në zgavrën e mykut.
Më vonë, ajo ngjesh pjesën gjatë ngurtësimit. Në mënyrë tipike, metali i lëngshëm arrin shpejtësinë e sulmit deri në 60 metra në sekondë. Në mënyrë të ngjashme, presioni i aplikuar mund të arrijë deri në 800 bar gjatë ngurtësimit.
Shtypja e derdhjes e mban formën të mbyllur nga një forcë mbyllëse. Isshtë për të përmbajtur presionin e ushtruar në pjesë, kjo varet nga madhësia e zgavrës dhe presioni i aplikuar nga pistoni.
Sa është kapaciteti i hedhjes ?
Shtypjet më të vegjël kanë një kapacitet prej 1000 kN dhe ato më të mëdha 35000 kN. Forca e shtypit është e lidhur drejtpërdrejt me sipërfaqen e parashikuar të pjesës së derdhur.
Në përgjithësi, procesi i hedhjes së ndotjes ndahet në 6 faza:
- transferim i lëngshëm i metaleve
- faza e afrimit të injeksionit
- injeksion i shpejtë
- Intensifikimi
- nxjerrja dhe vajosja e mykut
Secila fazë është e optimizuar për të maksimizuar shkallën e prodhimit. Për më tepër, minimizon numrin e pjesëve të refuzuara.
Ekzistojnë tre variante të prodhuesit të hedhjes :
- Traditional e hedhjes së vdesit
- Hedhja e vakumit vakum duke përfshirë hedhjen e vakumit për aplikime strukturore
- Gjymtim gjysmë i ngurtë, shumë më pak i zakonshëm.
Avantazhi kryesor i procesit është shpejtësia e shpejtë. Kjo bën të mundur që prodhuesi i hedhjes së aluminit dhe prototipimi i shpejtë për të ulur kostot e prodhimit. Për më tepër, ndihmon në afrimin e tregjeve masive siç është automobila.
Pse prototipi i shpejtë?
Ftohja e shpejtë e siguruar nga kallëpi metalik prodhon një strukturë shumë të hollë metalurgjike në sipërfaqen e quajtur lëkurë. Kontriubon në marrjen e vetive të mira mekanike.
The surface finish and dimensional tolerances are excellent. On the other hand, the design freedom is practically limited to the opening axis of the mold.
What is the process of hedhjes & rapid prototyping ?
The process requires little labor. But it consumes a cost of immobilization and tools. For a large run of over 10,000 parts, the prodhuesit të hedhjes offers the lowest production cost per part among foundry processes.
The main disadvantage of the traditional process is the presence of porosity in the center of the die-cast parts. It is due to the air trapped during injection. The presence of trapped air causes blistering when the room is heated.
These blisters are caused by the expansion of the gas trapped in the room. In addition, they do not allow standard heat treatments. It is for to obtain optimal mechanical properties. This phenomenon also limits the use of soldering.
Fortunately, the mechanical resistance is ensured by the skin of the molding. It means that prodhuesit të hedhjes molds several castings by this method.
What is the role of alloys in aluminum casting?
It represents more than 50% of the aluminum castings produced. In traditional pressure casting, secondary alloys are often used with a high proportion of alloying element. It gives good mechanical resistance despite an elongation of less than 3%.
Trajtimi i nxehtësisë i tipit T5 përdoret për të rritur rezistencën mekanike të lidhjeve të hedhura. Ndodh pa shkaktuar flluska të pjesëve. Lidhjet sekondare përdoren shpesh me një proporcion të lartë të elementit lidhës.
Jep rezistencë të mirë mekanike përkundër një zgjatje më pak se 3%.
Si marrin prodhuesit e hedhjes së aluminit dhe prototipet e shpejta prototipat cilësorë?
Prodhuesi i hedhjes së aluminit dhe prototipi i shpejtë merr cilësi shumë të mirë të pjesës duke përdorur një vakum në zgavër. Parandalon bllokimin e ajrit. Për më tepër, ai kontrollon ciklin e formimit në kohë reale.
Procesi i presionit të lartë të vakumit lejon të merret një zgjatje maksimale në pushim. Për më tepër, kjo bën të mundur trajtimin e nxehtësisë për pjesët. Këto zhvillime motivohen nga zvogëlimi i peshës së automjeteve tokësore.
Generally, vacuum die casting provides the ideal solution of a high speed casting process. Therefore, it is best for structural parts cast in aluminum. The development of this process is currently the most active in the field of prodhuesit të hedhjes.
Elements of a mold and production cell
The die-casting process is divided into two principles.
- Hot chamber technology and
- Cold chamber technology.
The hot chamber process uses a piston. It places directly in the molten metal bath to feed the mold. Similarly, the cold chamber process uses a “cold” container. We transfer the liquid metal in it by ladle.
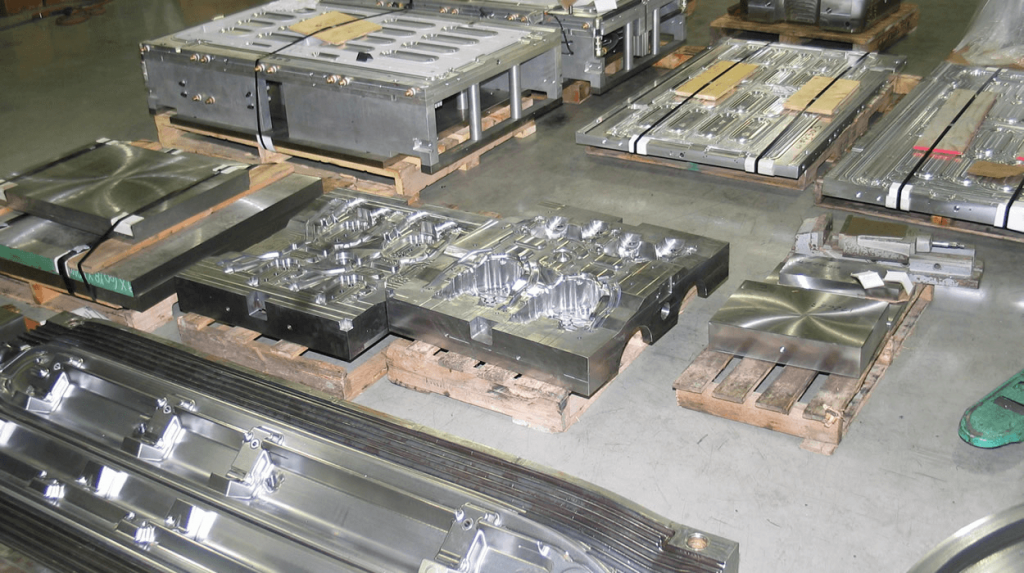
Description of die casting mold
In most cases, the pressure mold is made up of two ferrous alloy metal shells. Depending on the number of pieces provided, the materials used for the manufacture of the shells are:
- H13 type tool steel
- Type 4140 alloy steel
- P20 tool steel for the support parts
Prodhuesi i hedhjes së aluminit dhe prototipi i shpejtë makes the ejection rods with a harder material. Moreover, in some cases they get surface treatment. It limits sticking of the aluminum.
What is aluminum die casting mold?
The mold is composed of a fixed part on the side of the liquid metal supply. Similarly, it has a movable part on the other. The fixed part contains the metal entry hole and part of the coin cavity.
Mund të ketë gjithashtu bërthama për të formuar zgavrat në pjesë. Pjesa e lëvizshme përmban shufrat e nxjerrjes të përdorura për rilidhjen. Forshtë për bërthamat dhe përshtypjen e pjesës. Kallëpet janë të pajisura me kanale ftohëse vaji ose uji. Shërben gjithashtu për të ngrohur paraprakisht mykun në rastin e vajit të nxehtë.
Si e ul prodhuesi i hedhjes së aluminit dhe prototipimi i shpejtë për të ulur koston e prototipizimit?
Për të zvogëluar kostot e veglave, zgavra shpesh përbëhet nga një futje kryesore e vendosur në një kornizë më të madhe, të përhershme që mund të prodhojë më shumë se një lloj pjese. Futjet ose format zakonisht i përkasin klientit.
Procesi është i përshtatshëm për mure të hollë deri në 1.5 mm. Prefshtë e preferueshme të përdoren seksione uniforme të cilat ngurtësohen njëkohësisht. Nuk ka pesha. Për më tepër, sulmet në pjesë janë të vogla për të lehtësuar prerjen e presave të zhvlerësimit pas hedhjes.
The design of the parts makes extensive use of the ribs. It is to increase rigidity and mechanical strength. Subsequently, it also helps fill the cavity quickly before the alloy solidifies.
The turbulence of the metal in the cavity is controlled by the following factors:
- speed of metal injection
- the size and positioning
- the shape of the cavity and
- Use of wash heels
Prodhuesi i hedhjes së aluminit dhe use it to balance the movement of the metal. Moreover, they use it to capture the inclusions formed during filling. In the case of vacuum, the vacuum application parameters are also important for filling.

The injection unit is a complex hydraulic system. It consists of following parts:
- an injection accumulator
- an injection cylinder
- multiplier accumulator
- a multiplier cylinder and
- a cylinder positioning cylinder
How to control aluminum die casting speed?
These components make it possible to modulate the speed of the injection piston in 3 phases. Thanks to the prodhuesit të hedhjes during filling. It also includes metal compaction using the multiplier accumulator.
Modern systems allow precise control of the speed curve. Moreover, it also carries a gradual transition between approach and filling speed.
The closure unit is composed of a movable plate. It contains the ejection system. In addition, it carries a fixed plate. Here the coupling with the injection unit locates.
A closing system consisting of toggle levers is used to apply the closing force to the machine plates. This closing force must be greater than the force exerted by the metal.
Forca e ushtruar nga metali llogaritet sipas formulës së mëposhtme:
F = P int * A
- F është forca e ushtruar nga metali
- P int është presioni intensifikues dhe
- A është zona e parashikuar e pjesës
Në mënyrë tipike, rekomandohet të keni një forcë mbyllëse. Duhet të jetë të paktën 20% më e madhe se forca e hapjes e ushtruar nga metali. Prodhuesi i hedhjes së aluminit dhe prototipi i shpejtë bën shtypjen me një kornizë të fortë.
Për më tepër, ai siguron shtrirjen e pllakave të lëvizshme dhe fikse nga katër kolona të ngurta. Këto kolona vendosen në tension nën efektin e sistemit të mbylljes. Ata duhet të mbajnë ekuilibër të mirë për të nxitur zbatimin uniform të forcës mbyllëse.
Shtypi është i pajisur me lidhje periferike. Këto lidhje përbëhen nga:
- sistemet e mykut
- cilindri dhe pistoni injeksion
- dozimi i lëngshëm i metaleve
- vajosje automatike e mykut
- drafti ajror, kontrollues i programueshëm logjik
- ndërfaqet e funksionimit dhe elementeve të sigurisë
Si e bën prodhuesi i hedhjes së aluminit dhe cikli i shpejtë i injektimit të kontrollit prototip?
Shtypi gjithashtu mund të përmbajë një sistem për marrjen e të dhënave. Për më tepër, prodhuesit të hedhjes përdorin atë për të kontrolluar ciklin e injeksionit në kohë reale. Sensorët e përgjigjes së shpejtë masin presionin dhe pozicionin e pistonit të injektimit.
Ndodh pothuajse menjëherë me reagime për të mbajtur parametrat brenda intervalit të paracaktuar. Informacioni mund të regjistrohet për kontrollin statistikor të cilësisë.
Cili është roli i lubrifikantit në formimin?
The lubricant is used to facilitate demolding and to cool the mold. However, this practice tends to be minimized. Because of the greater availability of simulation software. We use lubricant and optimizing cycle time.
The lubricant applied to the mold between injections is 100% liquid. It does not contain any ceramic suspension. Similarly, it does not affect dimensional tolerances. It is applied manually or, more often, automatically.
The thermo regulation system consists of a mold heater. It has heat transfer fluid. Subsequently, it also serves to cool the mold. This can also be connected to a sophisticated temperature acquisition system.
The cell can contain a water pan to quench the parts. The production cell can be fully robotized from loading the holding furnace
Prodhuesi i hedhjes së aluminit dhe tooling design
Prodhuesi i prodhuesit të hedhjes është përgjegjës për modelimin e mykut. Ai përfshin karakteristikat e mëposhtme:
- Projektimi i bërthamave të sirtarëve për kavitetet komplekse
- Këndet e shtuara të drafteve
- Projektimi i sistemit të furnizimit
- Projektimi i sistemit të nxjerrjes
Modelimi i mbushjes dhe ngurtësimit përdoret gjerësisht për modelimin e kallëpeve të hedhura. Më pas, kjo është për shkak të kostove të larta të modifikimit të mjeteve.
Një dizajn i pjesëve i përshtatshëm për shkritoren që nga fillimi rrit shkallën e suksesit. Ju mund ta bëni atë duke vendosur një pjesë në prodhim duke hedhur vdesin.
Në përgjithësi, ju duhet:
- Përdorni seksione të hollë uniforme
- Shmangni masat e izoluara metalike larg kanaleve të furnizimit
- Përdorni rrezet dhe kufizoni këndet e mprehta
- Përdorni brinjë në vend të mureve të forta
- Merrni parasysh boshtin demoulding dhe
- humbja shoqëruese e shkallës së lirisë së dizajnit
Merrni parasysh tolerancën e lidhur sipër dhe poshtë kallëpit që nuk janë formuar së bashku
Prisni që gipsi të ketë kënde drafti dhe të shënohet nga shufrat e nxjerrjes.
Avantazhet dhe aftësitë e Die Casting
Prodhuesi i hedhjes së aluminit dhe prototipi i shpejtë ofron tolerancën më të mirë dimensionale midis proceseve të hedhjes. Mund të hidhen detaje të imëta dhe zgavra të vogla, si dhe shkronja të imëta identifikimi.
Hedh-hedhja karakterizohet nga mundësia e formimit të pjesëve. Për më tepër, ai ka mure të hollë deri në 1.5 mm, të rrethuar nga brinjë përforcues. Përfundimi i sipërfaqes është i shkëlqyeshëm. Për më tepër, 60 mikro inç RMS merret lehtësisht. Por një vlerë prej 90 mikro inç RMS është më konservatore.
Në përgjithësi, është e mundur të bëhen pjesë strukturore. Falë strukturës së imët për shkak të ftohjes së shpejtë. Ndihmon në përdorimin e lidhjeve vakum dhe primare me përmbajtje të ulët hekuri.
Alsoshtë gjithashtu e mundur të instaloni futje në myk. Prandaj, prodhuesit të hedhjes kryejnë mbi formimin. Çeliku është shembulli i tij i dukshëm.
Procesi ka disa përparësi ekologjike. Të tilla si:
- Eliminimi i formave të rërës
- mundësia e përdorimit të lidhjeve të ricikluara dhe
- minimumi i mbarimit pas formimit
Presioni shumë i lartë i metalit përjashton përdorimin e bërthamave të rërës. Nëse një bërthamë metalike përdoret në një bosht tjetër, kjo duhet t'i rezistojë shtytjes së metalit. Prandaj ndihmohuni nga një sistem hidraulik më i fuqishëm.
Prodhuesi i hedhjes së aluminit dhe prototipi i shpejtë për këtë arsye përpiqen të shmangin përdorimin e bërthamave. Përndryshe, ne përdorim një bërthamë e cila nxirret me pjesën dhe hiqet pas hedhjes.
Vini re përdorimin e bërthamës së kripës për kavitetet komplekse. Në mënyrë të ngjashme, ajo hiqet më pas duke pastruar me ujë.


